Vistas:0 Autor:Editor del sitio Hora de publicación: 2026-03-02 Origen:Sitio
En la producción de peletización de plástico, el control de la temperatura y la calidad de los gránulos afectan directamente el rendimiento del producto final, la eficiencia de la producción y el costo del material. Unos ajustes de temperatura inadecuados pueden provocar fácilmente defectos como pellets pegados o huecos. Comprender cómo ajustar adecuadamente la temperatura del peletizador y solucionar problemas comunes de peletización es esencial para lograr resultados de granulación estables y de alta calidad.

1. Cómo ajustar la temperatura del peletizador
Principios de control de temperatura
La temperatura de peletización se debe establecer de acuerdo con el punto de fusión del material, las características de flujo de fusión y la estabilidad térmica. En la mayoría de los procesos de peletización y composición de plástico, el perfil de temperatura generalmente sigue un principio de calentamiento gradual o de 'bajo a alto', que evita la fusión prematura en la zona de alimentación y evita la degradación térmica en el extremo de descarga.
Pasos básicos de ajuste de temperatura
1. Consulte los datos de procesamiento de materiales.
Los diferentes polímeros tienen diferentes rangos de temperatura de procesamiento. Los operadores siempre deben consultar la hoja de datos técnicos o las pautas de procesamiento del proveedor del material antes de configurar los parámetros de la máquina.
Las temperaturas de procesamiento de referencia típicas incluyen:
PP (Polipropileno): 180 – 230°C
PE (Polietileno): 160 – 220°C
ABS (Acrilonitrilo Butadieno Estireno): 190 – 240°C
PVC (cloruro de polivinilo): 160 – 190 °C (requiere un estricto control de estabilidad térmica)
2. Establecer zonas de calefacción
La mayoría de las extrusoras peletizadoras se dividen en de 3 a 5 zonas de calentamiento. La temperatura debe aumentar gradualmente desde la sección de alimentación hasta el cabezal de la matriz, con una diferencia de temperatura generalmente controlada entre 5 y 20 °C entre zonas adyacentes.
3. Precalentar y estabilizar
Después de establecer las temperaturas objetivo, la extrusora debe precalentarse y mantenerse a la temperatura establecida durante 15 a 30 minutos para garantizar la estabilidad térmica y la distribución uniforme del calor.
4. Observar y afinar
Durante la operación, monitoree indicadores clave como:
Presión de fusión
Corriente del motor principal
Condición de plastificación por fusión
Estabilidad de extrusión
Los operadores pueden ajustar los ajustes de temperatura dentro de ±5 °C para lograr una homogeneidad óptima de la masa fundida.
5. Registrar los parámetros de procesamiento estándar
Una vez que se logre una producción estable, registre todos los parámetros, incluidos:
Perfil de temperatura
Velocidad del tornillo
Carga del motor
Rendimiento
Estos datos sirven como referencias de producción estándar para operaciones futuras.
Notas importantes sobre el control de temperatura
Una temperatura excesivamente alta puede causar:
Degradación de materiales
Amarillamiento o decoloración
Burbujas de gas
Partículas quemadas
Una temperatura excesivamente baja puede causar:
Mala plastificación
Alta carga del motor
Pellets rugosos o irregulares
Ajuste de materiales reciclados:
Los materiales reciclados o triturados normalmente requieren temperaturas entre 5 y 10 °C más bajas que los materiales vírgenes.
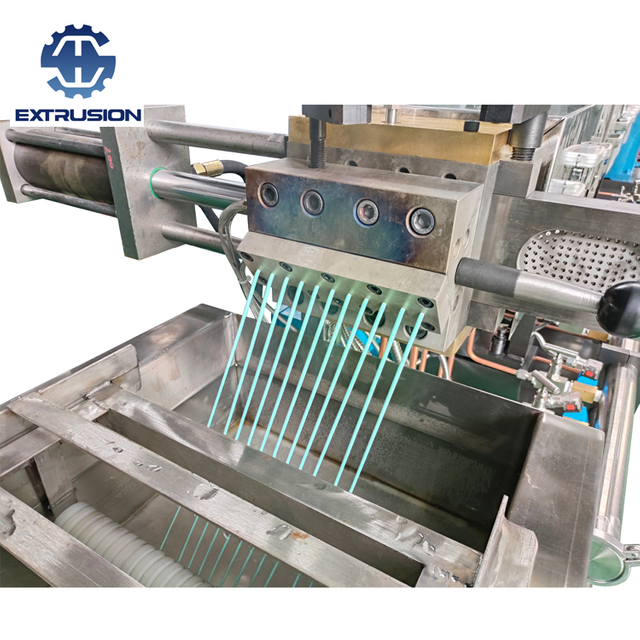
2. Soluciones para problemas de adherencia de pellets y de pellets huecos
A. Pegado de pellets (aglomeración de pellets)
Causas principales
1.La velocidad del cortador es demasiado lenta o las cuchillas están desgastadas
2.La temperatura de fusión es demasiado alta, lo que da como resultado una baja viscosidad de fusión
3.La temperatura del agua de refrigeración es demasiado alta o el flujo de refrigeración es insuficiente
4.El sistema de transporte de aire proporciona un flujo de aire insuficiente, lo que impide el enfriamiento adecuado del pellet.
Soluciones
Ajustar el sistema de corte
Aumente la velocidad del cortador adecuadamente
Inspeccionar el filo de la hoja
Reemplazar o reafilar cuchillas desgastadas
Reducir la temperatura de fusión
Reducir la temperatura del cabezal de troquel o de fusión entre 5 y 10 °C
Aumente la viscosidad del material fundido para mejorar la separación de los pellets.
Mejorar la eficiencia de enfriamiento
Reduzca la temperatura del agua de refrigeración (recomendado entre 15 y 25 °C)
Aumentar el caudal de agua de refrigeración
Asegúrese de que los gránulos estén completamente fríos antes de recolectarlos.
Optimice el sistema de transporte de aire
Revisar y limpiar tuberías de aire bloqueadas.
Ajuste el volumen del flujo de aire para garantizar un transporte y enfriamiento fluidos de los pellets.
Ajustar la distancia de corte
Aumente ligeramente la distancia entre el cortador y la superficie del troquel.
Deje que se enfríe más antes de cortar los pellets.
Pellets Huecos (Pellets con Burbujas Internas)
Causas principales
1.El contenido de humedad de la materia prima es demasiado alto, especialmente los materiales reciclados o higroscópicos.
2.Desgasificación de vacío insuficiente o puerto de ventilación bloqueado
3. Temperatura de fusión excesivamente alta que provoca la descomposición del material y la formación de gas.
4.Relación de compresión del tornillo incorrecta o eficiencia de desgasificación insuficiente
Soluciones
Secado adecuado del material
Los polímeros higroscópicos deben secarse completamente antes de la extrusión:
PET, PA, ABS y materiales similares
Condiciones de secado recomendadas: 80 – 120°C durante 2 – 4 horas
Compruebe el sistema de desgasificación al vacío
Limpiar el bloqueo del puerto de ventilación
Inspeccionar el rendimiento de la bomba de vacío
Asegúrese de que el nivel de vacío supere -0,08 MPa
Temperatura de fusión más baja
Reducir la temperatura de fusión apropiadamente
Previene la descomposición térmica del polímero y la generación de gas.
Optimizar los parámetros de procesamiento
Aumente moderadamente la velocidad del tornillo
Reduzca la tasa de alimentación para mejorar el rendimiento de desgasificación
Inspeccionar el diseño del tornillo
Si se producen gránulos huecos con frecuencia, es posible que sea necesario optimizar la configuración del tornillo o la relación de compresión para mejorar la compresión del material fundido y la eficiencia de eliminación de gases.
3. Importancia de un control adecuado del proceso de peletización
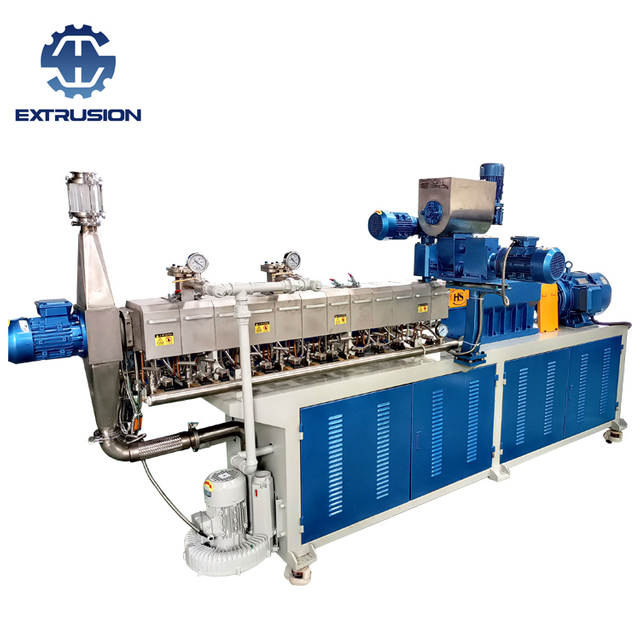
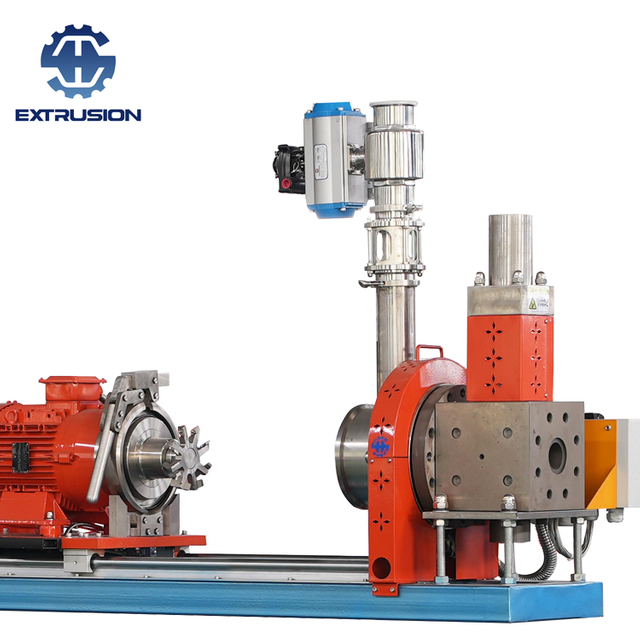
El control de temperatura estable, la refrigeración eficiente y la desgasificación adecuada son fundamentales para producir gránulos de plástico de alta calidad. Los sistemas de peletización avanzados, especialmente las extrusoras de doble tornillo, brindan un mejor rendimiento de mezcla, desgasificación y control de temperatura, lo que los hace ideales para la composición, el reciclaje y la producción de masterbatch.
Al optimizar los parámetros de procesamiento y mantener adecuadamente el equipo de peletización, los fabricantes pueden:
Mejorar la consistencia de la calidad del pellet
Reducir el desperdicio de producción
Menor costo de materia prima
Mejorar la eficiencia general de la producción
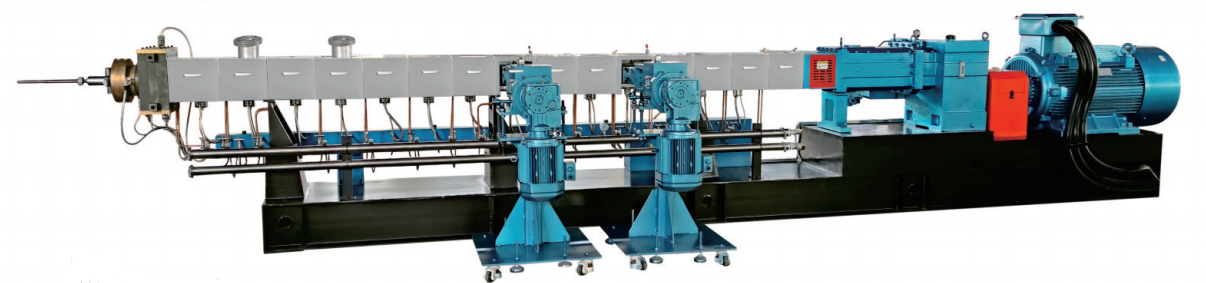
Nanjing Haisi es un fabricante profesional de la máquina de extrusores de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusora de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina trituradora, etc.