Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-11-20 Origen:Sitio
Masterbatch juega un papel crucial en la coloración y modificación del plástico. Sin embargo, diversos problemas de procesamiento, como una alta carga de negro de carbón, defectos superficiales, mala dispersión, dificultades en las pruebas de densidad y decoloración de la película, pueden afectar significativamente la calidad de la producción. Este artículo recopila preguntas y respuestas del mundo real sobre el procesamiento de masterbatch para ayudar a los fabricantes a solucionar problemas comunes de manera eficiente.

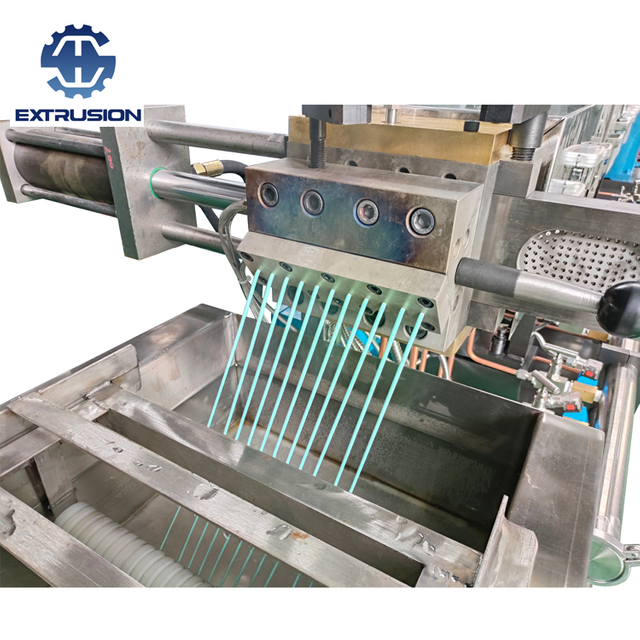
1. ¿Cómo producir Masterbatch de PP con más del 40 % de contenido de negro de humo sin que se rompa la hebra?
Problema:
El masterbatch de PP negro con alto contenido de carbono (40%+) a menudo provoca roturas de hebras y contaminación grave durante la producción.
Soluciones técnicas
El negro de carbón es difícil de dispersar. Con una extrusora de doble husillo convencional, un contenido superior al 30 % es un desafío.
Solución: Utilice un proceso de peletización de dos pasos, agregando negro de carbón en lotes separados.
El procesamiento en seco genera polvo y suciedad.
Solución: Si es posible, utilice una batidora interna (amasadora). La carga de negro de humo puede alcanzar el 50 % con un funcionamiento mucho más limpio.
Considere cambiar a la peletización por corte en caliente, que elimina los problemas de rotura de hebras.
Mejoras en la formulación
Utilice resinas portadoras con altas propiedades de flujo de fusión.
Combine dispersantes de alto peso molecular con dispersantes estándar.
Considere producir pasta de negro de carbón (lechada de masterbatch negro) para reducir significativamente el polvo.
2. ¿Por qué la superficie coextruida de ASA desarrolla pequeños orificios después del pulido?
Posibles causas
Mala mezcla o dispersión del material.
Problemas de incompatibilidad
Humedad en el material.
Soluciones
Seque completamente el ASA y el masterbatch de color.
Ajustar la temperatura de coextrusión
Evite extruir capas demasiado finas.
Garantizar procedimientos de extrusión adecuados
Prevenir la contaminación por carbonato de calcio.
3. ¿Por qué el uso de antioxidantes en Masterbatch es tan bajo? ¿Podemos fabricar calidades resistentes a la intemperie?
Masterbatch normalmente utiliza sólo pequeñas cantidades de antioxidantes y lubricantes. Sin suficiente protección antioxidante, el alto cizallamiento puede causar:
Amarillamiento
Degradación del polímero
Mala formación de hebras
Cuando los antioxidantes son necesarios
Aplicaciones en exteriores → agregue estabilizador UV + antioxidante
Usuarios finales que requieren propiedades antienvejecimiento
Plásticos de ingeniería como PA, ABS → los antioxidantes son esenciales
Masterbatch de fibra → siempre requiere antioxidantes
El costo es la razón principal por la que se minimizan los antioxidantes, pero los requisitos de rendimiento determinan la dosis real.
4. ¿Cómo medir con precisión la densidad del Masterbatch?
Métodos de prueba de densidad recomendados
1.Método de botella de densidad
Muy preciso pero sensible a las burbujas de aire y la temperatura.
2.Columna de gradiente de densidad
Preciso y sencillo de operar.
3.Densímetro electrónico (principio de Arquímedes)
Rápido, apto para pellets, precisión de hasta 4 decimales.
5. ¿Cómo seleccionar resinas portadoras para la producción de Masterbatch?
Opciones de resina portadora
Soportes universales: PE, EVA, PP, PVC
Transportistas especificados:
Masterbatch de ABS → Portador de ABS
Masterbatch SAN → normalmente no SAN debido al costo
Masterbatch de fibra → solo transportistas designados especiales
Masterbatch sin portador → a base de cera
Desventajas del Masterbatch universal
Poca previsibilidad del color
Impacto negativo en las propiedades mecánicas.
Mayor costo debido a los pigmentos altamente resistentes al calor.
Mejores prácticas:
Utilice la misma resina que el producto final siempre que los requisitos de rendimiento sean altos.
6. Aditivos que mejoran la compatibilidad entre Masterbatch y resina
Aditivos compatibilizantes comunes
Agentes de acoplamiento:
Une químicamente los pigmentos a la cadena polimérica.
Compatibilizadores:
Un segmento compatible con el pigmento y el otro con la resina, similar al comportamiento del surfactante.
Aditivos a base de silicona (p. ej., Tegonler):
Proporciona mejora de compatibilidad y lubricación.
Consejo:
En algunos casos, se pueden utilizar los propios compatibilizadores como resinas portadoras.
7. La lámina de extrusión de ABS tiene manchas de color no dispersas. ¿Cómo solucionarlo?
Causas y soluciones
1.Pobre dispersión de pigmentos.
Utilice una extrusora de doble tornillo con mayor cizallamiento
Agregue aditivos de silicona para una mejor dispersión.
Elija pigmentos fácilmente dispersables.
2.Resina portadora de bajo flujo
Reemplazar con resina portadora de mayor MFR
Utilizar mezcla portadora: 50% ABS + 50% SAN con lubricantes (EBS)
3.Problemas con el dióxido de titanio
Utilice TiO₂ tipo rutilo (mejor flujo)
Garantizar la limpieza del equipo.
Agregue una pantalla de filtro más fina en el troquel
4. Humedad
Garantizar un secado adecuado de las materias primas.
8. ¿Por qué las películas blancas se vuelven amarillas o incluso rojas después del almacenamiento?
Método de diagnóstico
Soplar dos tipos de películas:
Transparente (sin masterbatch)
Blanco lechoso (con masterbatch)
Si solo la película blanca lechosa se vuelve amarilla → Problema de TiO₂
Si ambos son amarillos → Problema con resina de LDPE o antioxidante
Causas del color amarillento
Dióxido de titanio tipo anatasa → propenso a amarillear
Antioxidantes fenólicos inestables (se oxidan a quinonas)
Humedad
Contaminación por aditivos
TiO₂ impuro
Secado inadecuado
Malas condiciones de procesamiento
Soluciones
Utilice TiO₂ de tipo rutilo importado, por ejemplo, KONUSS 2220
Agregue antioxidantes auxiliares (p. ej., AO-168)
Asegúrese de que CaCO₃ no catalice la oxidación
Controlar la temperatura y el ambiente de procesamiento.
Agregue desactivadores de metales si es necesario.
Causas de la decoloración roja
Formación de quinonas a partir de antioxidantes fenólicos.
Humedad en resina o masterbatch
Resina de PE con paquetes antioxidantes inestables
Solución: agregue estearatos para minimizar el desplazamiento al rojo
Conclusión
El procesamiento de masterbatch implica una amplia gama de desafíos de formulación y procesamiento, desde la calidad de la dispersión y la estabilidad de la hebra hasta la compatibilidad de los polímeros y la estabilidad del color. Al aplicar opciones correctas de equipos, formulaciones optimizadas y métodos de prueba científicos, los fabricantes pueden mejorar significativamente el rendimiento, la consistencia y la eficiencia de producción del producto.
Nanjing Haisi es un fabricante profesional de la máquina de extrusores de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusora de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina trituradora, etc.