Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-05-08 Origen:Sitio

01. Impurezas externas
★ Compruebe si los rincones de equipo muertos en procesos de mezcla y alimentación se limpian adecuadamente y están libres de partículas extrañas.
★ Minimizar el uso de materiales triturados reciclados, o previamente prevalecerlos para eliminar las impurezas.
★ Aumente el tamaño de la malla y el número de pantallas de filtro.
★ Cubra las aperturas potenciales donde pueden caer los materiales extraños (con cubiertas sólidas o cubiertas de malla).
02. Impurezas internas
La carbonización severa causada por un pobre procesamiento o equipo puede provocar partículas carbonizadas en los hilos, lo que, bajo fuerza de extracción, dan como resultado rotura.
03. Plasticación de material pobre
★ La baja temperatura de extrusión o la corte de tornillo insuficiente conducen a la plastificación incompleta, formando grumos que causan rotura de la cadena bajo la fuerza de tracción.
★ Los aditivos de bajo punto de fusión (como EBS o mascotas) en la formulación pueden causar una plastificación deficiente si la cizalladura del tornillo es débil o si hay un espacio libre excesivo entre el tornillo y el barril, lo que lleva a la rotura.
04. Variaciones o inconsistencias en las propiedades de las materias primas
★ Los componentes combinados pueden tener grandes diferencias en la flujo de flujo a la misma temperatura. Si los materiales no son completamente compatibles (física o químicamente), puede conducir a 'separación de fases.
★ Cambios en la viscosidad del componente: para el mismo material, una disminución en la MFR puede indicar un mayor peso molecular, lo que resulta en una mayor viscosidad. Si la temperatura y las condiciones de procesamiento originales permanecen sin cambios, esto puede conducir a una plastificación deficiente y una rotura de hilos. El aumento de la temperatura de extrusión o la velocidad de la velocidad del tornillo puede resolver esto.
05. Pobre ventilación
★ La temperatura de procesamiento excesivamente alta, el sobrecalentamiento localizado o el cizallamiento fuerte pueden causar descomposición de retardantes o aditivos de llama, liberando gases que no se eliminan a tiempo mediante sistemas de vacío, lo que resulta en aire atrapado en los hilos y roturas bajo fuerza de tracción.
★ La humedad severa en los materiales hace que el vapor quede atrapado si no se retira a través de la ventilación natural o de vacío, lo que lleva a la rotura de la cadena.
★ La ventilación natural o de vacío ineficaz (por ejemplo, obstrucción, fuga, juntas demasiado gruesas) también puede provocar gas o vapor atrapado, lo que causa rotura bajo tensión.
06. Alta rigidez de material, sobrecribio o pobre coordinación de tracción
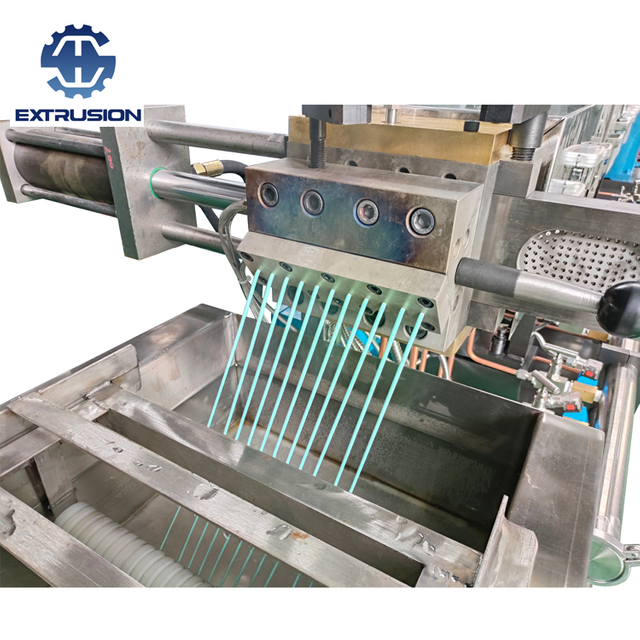
Los materiales altamente rígidos, el enfriamiento excesivo o demasiado contacto con el agua pueden hacer que los hilos se endurezcan rápidamente después de salir del dado. Si la fuerza de tracción no está bien igualada, esta rigidez repentina puede conducir a la rotura de la cadena. Esto a menudo ocurre en materiales con altas velocidades de cristalización o rigidez, como PBT, PET, PC, AS o ABS reforzada con fibra de vidrio. Esto es especialmente problemático durante los experimentos de laboratorio a pequeña escala. Para resolverlo, aumente la temperatura del agua y reduzca la exposición al agua para mantener los hilos lo suficientemente suaves antes de ingresar al peletizante.

Nanjing Haisi es un fabricante profesional de extrusores de plástico, suministramos una línea de extrusión de tornillo de doble tornillo, línea de extrusión de tornillo único, línea de extrusión de reciclaje de plástico, línea de extrusión de dos etapas, línea de extrusión de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina de trituración, etc.