Vistas:0 Autor:Editor del sitio Hora de publicación: 2026-05-11 Origen:Sitio
{"type":"7","json":"
1. ¿Por qué es necesario convertir primero el PVA en gránulos compuestos?<\/strong><\/p>
El alcohol polivinílico (PVA) es un polímero soluble en agua con excelentes propiedades, incluidas buenas propiedades de barrera al oxígeno, transparencia y características antiestáticas, lo que lo hace ampliamente utilizado en el campo de las películas degradables. Sin embargo, la estructura molecular del PVA contiene una gran cantidad de grupos hidroxilo, que forman fuertes enlaces de hidrógeno intermoleculares. Esto hace que su temperatura de fusión sea muy cercana a su temperatura de descomposición, dificultando el procesamiento termoplástico directo.<\/p>
Por lo tanto, la resina PVA no se puede utilizar directamente para el soplado de películas. Primero debe procesarse para obtener un compuesto de PVA (gránulos modificados) mediante la adición de plastificantes y modificaciones de mezcla antes de que pueda usarse para la producción posterior de películas. La calidad del proceso de composición determina directamente el rendimiento y la estabilidad del rendimiento de la película final.<\/p>
<\/p>
2. Componentes básicos de formulación de compuestos de PVA<\/strong><\/p>
Las formulaciones típicas para gránulos modificados con PVA incluyen los siguientes componentes:<\/p>
Resina PVA: <\/strong>El material base. El PVA con diferentes grados de polimerización y alcohólisis tiene propiedades significativamente diferentes.<\/p><\/li>
Plastificantes: <\/strong>Se utilizan para reducir la temperatura de fusión del PVA y mejorar la fluidez. Los ejemplos comunes incluyen glicerol, alcanolaminas, agua y otros líquidos.<\/p><\/li>
Lubricantes/Estabilizadores: <\/strong>Reducen la fricción y la degradación térmica durante el procesamiento.<\/p><\/li>
Materiales de mezcla: <\/strong>como almidón, PLA, etc., utilizados para ajustar la tasa de degradación o reducir costos.<\/p><\/li><\/ul>
Estos aditivos requieren proporciones precisas y una dispersión uniforme en el PVA, lo que impone altas exigencias al equipo de mezcla.<\/p>
<\/p>
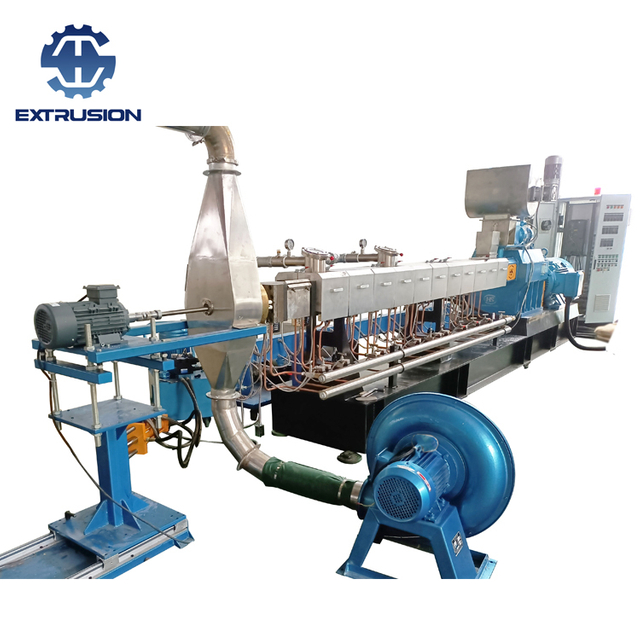
3. Requisitos clave del equipo para compuestos de PVA<\/strong><\/p>
Debido a las características únicas del material PVA, el equipo de extrusión debe cumplir varios requisitos específicos:<\/p>
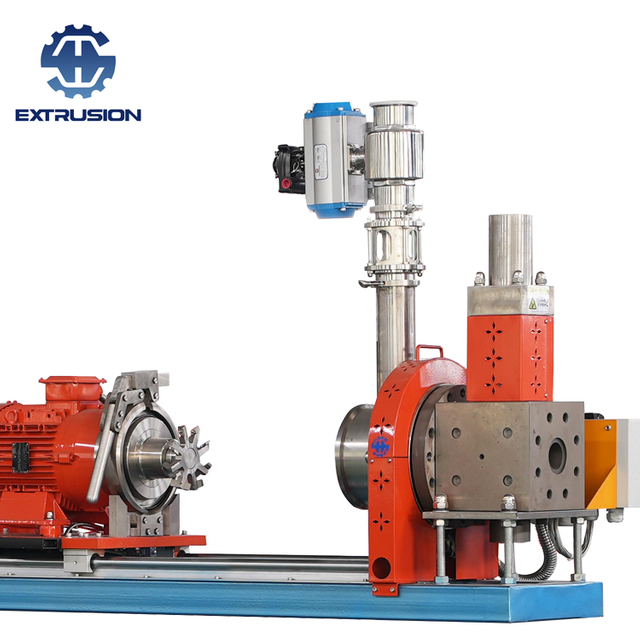
Requisitos de configuración de tornillos<\/strong><\/p><\/li><\/ul>
El PVA fundido tiene una alta viscosidad y los plastificantes, materiales de mezcla y otros aditivos deben dispersarse completamente en el material base. Por lo tanto, el tornillo necesita una relación longitud-diámetro suficientemente grande para asegurar una mezcla y plastificación adecuadas. Además, el conjunto de tornillo debe proporcionar suficiente fuerza de corte para asegurar una dispersión uniforme de los plastificantes.<\/p>
Requisitos del sistema de control de temperatura<\/strong><\/p><\/li><\/ul>
El PVA tiene una ventana de procesamiento estrecha y es sensible a la temperatura. El equipo debe tener capacidades de control de temperatura precisas y multizona, lo que permite un ajuste flexible de la temperatura de cada zona en función de los cambios de formulación.<\/p>
Requisitos de la función de ventilación<\/strong><\/p><\/li><\/ul>
El PVA es altamente higroscópico. La humedad puede crear burbujas durante el procesamiento a alta temperatura, lo que afecta la calidad del pellet. Además, durante el procesamiento se pueden generar pequeñas moléculas volátiles. Por lo tanto, el equipo necesita un sistema de ventilación por vacío eficaz para eliminar la humedad y los volátiles de manera oportuna.<\/p>
Requisitos de resistencia al desgaste<\/strong><\/p><\/li><\/ul>
El PVA fundido tiene una alta viscosidad, lo que provoca un desgaste significativo en el tornillo y el cilindro. Para equipos de composición de PVA, se recomiendan materiales de tornillo resistentes al desgaste, como tornillos bimetálicos o tornillos de acero nitrurado.<\/p>
<\/p>
4. Sistema de inyección de líquido (equipo auxiliar clave)<\/strong><\/p>
La adición de plastificantes líquidos (como glicerol, alcanolaminas, agua, etc.) es un paso indispensable en el proceso de composición de PVA. Estos líquidos deben inyectarse de manera precisa y estable en el barril durante la extrusión para mezclarlos con el PVA.<\/p>
Métodos típicos de inyección de líquidos<\/strong><\/p><\/li><\/ul>
Normalmente existen dos métodos de inyección de líquido: uno consiste en agregar el líquido junto con materiales sólidos en el puerto de alimentación principal; la otra es abrir un orificio dedicado en el costado del cañón e inyectar el líquido a través de un pequeño tubo. El último método es más preciso y permite la adición por etapas en diferentes secciones del proceso, lo que lo convierte en una solución técnica común en la composición de PVA.<\/p>
Componentes básicos de un sistema de inyección de líquidos<\/strong><\/p><\/li><\/ul>
Un sistema completo de inyección de líquido generalmente incluye un tanque de almacenamiento, una bomba dosificadora (como una bomba dosificadora de émbolo), un medidor de flujo/válvula de control de flujo, un puerto/boquilla de inyección y tuberías de conexión. La precisión y estabilidad de la bomba dosificadora son factores clave.<\/p>
Desafíos comunes con la inyección de líquidos<\/strong><\/p><\/li><\/ul>
El interior del barril es un ambiente de fusión de alta temperatura y alta presión. El puerto de inyección de líquido es propenso a derretirse y obstruirse. Por tanto, el diseño del puerto de inyección debe incorporar medidas anti-reflujo. Además, la precisión de la inyección de líquido afecta directamente la calidad del producto: demasiado líquido hace que el material sea demasiado pegajoso y difícil de granular, mientras que muy poco conduce a una mala plastificación del PVA y a un aumento de los gránulos con ojos de pez.<\/p>
<\/p>
5. Flujo típico del proceso de composición<\/strong><\/p>
El proceso de composición típico para gránulos modificados con PVA es el siguiente:<\/p>
Pretratamiento de materia prima: secado de resina de PVA (para eliminar la humedad), premezcla con algunos aditivos<\/p><\/li>
Mezcla de fusión: los materiales ingresan a la extrusora de doble tornillo a través del sistema de alimentación; Los plastificantes líquidos se inyectan a través del puerto de inyección lateral y se mezclan en fusión con PVA.<\/p><\/li>
Extrusión y peletización: la masa fundida sale a través del cabezal de la matriz y se peletiza mediante peletización en hebras o peletización bajo el agua.<\/p><\/li>
Enfriamiento y secado: los pellets se enfrían y se secan para eliminar la humedad de la superficie.<\/p><\/li>
Embalaje y almacenamiento: El producto terminado se sella en un embalaje, prestando atención a la prevención de la humedad.<\/p>
<\/p><\/li><\/ul>
6. Problemas comunes y soluciones en el proceso de capitalización<\/strong><\/p>
Problema<\/p><\/td> | Posibles causas<\/p><\/td> | Dirección de ajuste del equipo<\/p><\/td><\/tr> |
Ojos de pez en pellets<\/p><\/td> | Mala plastificación o mezcla desigual.<\/p><\/td> | Aumente la relación longitud-diámetro u optimice el montaje del tornillo<\/p><\/td><\/tr> |
Amarillamiento de los pellets<\/p><\/td> | Sobrecalentamiento local o tiempo de residencia excesivo<\/p><\/td> | Optimice el control de temperatura, ajuste la velocidad del tornillo<\/p><\/td><\/tr> |
Alto contenido de humedad en pellets.<\/p><\/td> | Ventilación insuficiente o secado incompleto después de la granulación<\/p><\/td> | Mejore el diseño de la sección de ventilación y extienda el tiempo de secado<\/p><\/td><\/tr> |
Baja producción<\/p><\/td> | Alimentación deficiente o transporte de material fundido restringido<\/p><\/td> | Optimice el método de alimentación, ajuste la configuración del tornillo<\/p><\/td><\/tr><\/tbody><\/table><\/div> <\/p> 7. Consideraciones clave al seleccionar equipos de composición de PVA<\/strong><\/p> Si está evaluando o actualizando una línea de producción de compuestos de PVA, se recomienda considerar los siguientes puntos:<\/p>
|









 <\/a><\/div><\/figure>
<\/a><\/div><\/figure>