Vistas:1 Autor:Editor del sitio Hora de publicación: 2025-05-01 Origen:Sitio
La cuchilla giratoria es el componente más crucial y central de todo el proceso de pelletización: es el alma de la pelea de la cadena submarina.
Dependiendo del proceso de pelletización, las cuchillas giratorias generalmente están hechas de dos tipos de materiales: uno para la pelea de hebra subacuática y la otra para máquinas de corte en seco.
Peletización de hebras submarinas
Para materiales básicos como PET, PA y PBT, la cuchilla giratoria de tipo SL03 se usa comúnmente. Su cuerpo está hecho de acero inoxidable, y los dientes de la cuchilla están hechos a partir de la aleación de stellite a través de la soldadura.
El tipo SL05 gira la cuchilla de la cuchilla Una capa externa completa de dientes de aleación de stellite, creado a alta temperatura y presión alrededor de todo el cuerpo de la cuchilla
Máquinas de corte en seco
Los materiales se clasifican en dos tipos:
Materiales no reforzados: típicamente use la cuchilla giratoria WS, hecha completamente de acero.
Materiales reforzados (como aquellos con negro de carbono, fibra de vidrio o polvo de piedra caliza): requieren la cuchilla giratoria tipo HM, hecha de acero de tungsteno.
Las cuchillas HM se dividen en dos tipos:
G-Blade: insertos soldados.
F-blade: piezas de cuchilla insertadas, que ofrecen una mayor resistencia en comparación con las blades G.
Ambos tipos se fijan en la cabeza de la cuchilla.
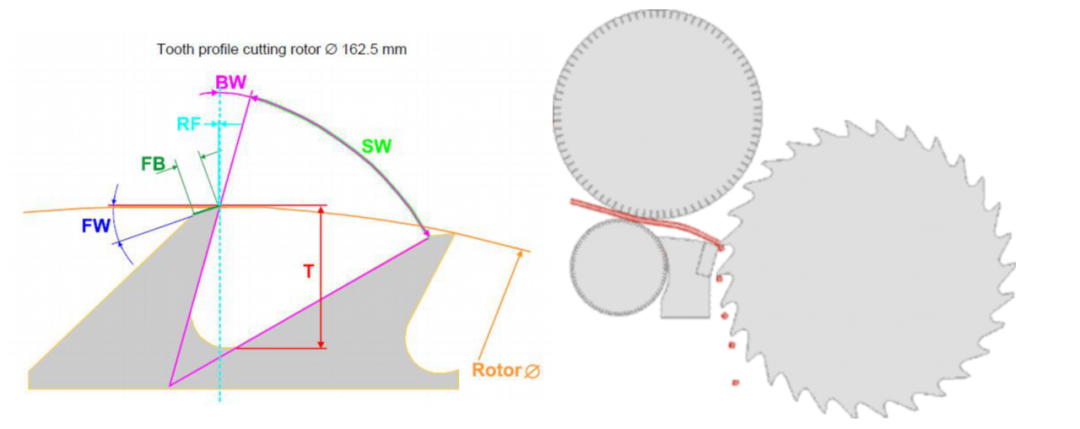
1. Tipos de perfiles de dientes
Los parámetros clave para los perfiles de dientes incluyen:
FW/ángulo trasero: el ángulo entre la parte posterior de la cuchilla y la dirección paralela.
BW/ángulo frontal: el ángulo entre el borde de corte y la dirección vertical.
FB/Ancho de retroceso: el ancho de la cuchilla hacia atrás.
Ancho de RF/Back Borde: el ancho del borde difícil en la parte posterior.
T/Profundidad del diente: la distancia vertical desde la punta de la cuchilla hasta la base de la cuchilla.
Tipos de dientes principales:
Hoja tipo 8:
utilizado para elastómeros, que son materiales más suaves. Los dientes más nítidos y empinados son ideales para cortar elastómeros suaves.
Hoja tipo 2:
utilizado para PET, un material más duro y más frágil. Estas cuchillas tienen una espalda más amplia para mejorar la durabilidad de la corte.
Hoja tipo 10:
se usa para nylon, que es más suave y resistente. Requiere un ancho posterior más pequeño y un borde más nítido para un corte óptimo.
2. Análisis de vida útil de palas giratorias de peletizadores
Hay prácticas de afilado incorrectas y correctas:
Errores de afilado comunes:
1. afilado solo la cuchilla: esto reduce excesivamente el diámetro exterior de la cuchilla, acortando su vida útil.
2. Afilar solo la punta de la cuchilla: altera el ángulo del diente, amplía excesivamente la parte posterior, comprime gránulos y causa formas irregulares y un desgaste más rápido.
3. Affinecimiento externo Improta: altera los ángulos delanteros y traseros, lo que hace que la cuchilla sea inutilizable.
Práctica correcta:
para el primer afilado de una nueva cuchilla, se debe realizar una molienda de perfil de diente completo para maximizar el uso y minimizar la pérdida de diámetro exterior.
3. Mantenimiento y afilado de las cuchillas giratorias
Durante el afilado, la rueda de molienda corta la cuchilla giratoria a alta velocidad en una máquina especializada, generando alto fuego, por lo que el fluido de enfriamiento es esencial para el control de la temperatura.
Para mejorar la calidad de afilado de la cuchilla, logrando la eliminación mínima del material y la durabilidad máxima de la cuchilla, se recomienda el método de molienda de perfil de diente completo, preservando:
Ángulo frontal: entre el borde del diente y la vertical.
Ángulo trasero: entre la cuchilla hacia atrás y la horizontal.
Condición de corte ideal:
cuando la cuchilla fija y los bordes giratorios de la cuchilla se encuentran a 90 °, la producción de pellets es óptima. Por lo tanto, mantener los ángulos originales durante cada afilado es crítico.
Consejo adicional:
cada vez que la cuchilla se vuelve a colocar, la profundidad del diente debe profundizarse ligeramente. Una ranura de dientes más profunda almacena más gránulos, reduce la obstrucción y mejora la eficiencia de producción.
Las ranuras poco profundas pueden atrapar gránulos, dañando la cuchilla y reduciendo la productividad.
Acabado de superficie:
la molienda de perfil completo también suaviza las marcas de desgaste anteriores, lo que le da a la cuchilla un aspecto renovado mientras mantiene una calidad superior, una combinación perfecta de funcionalidad y estética.
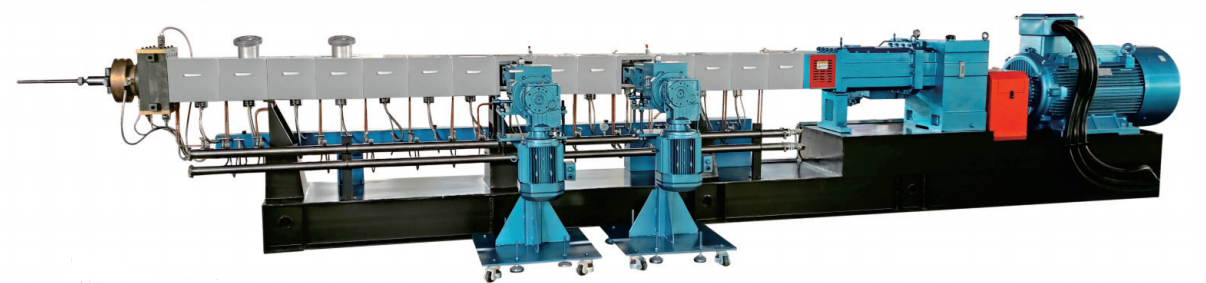
Nanjing Haisi es un fabricante profesional de extrusores de plástico, suministramos una línea de extrusión de tornillo de doble tornillo, línea de extrusión de tornillo único, línea de extrusión de reciclaje de plástico, línea de extrusión de dos etapas, línea de extrusión de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina de trituración, etc.