Vistas:2 Autor:Editor del sitio Hora de publicación: 2023-09-06 Origen:Sitio
01. Principios mecánicos
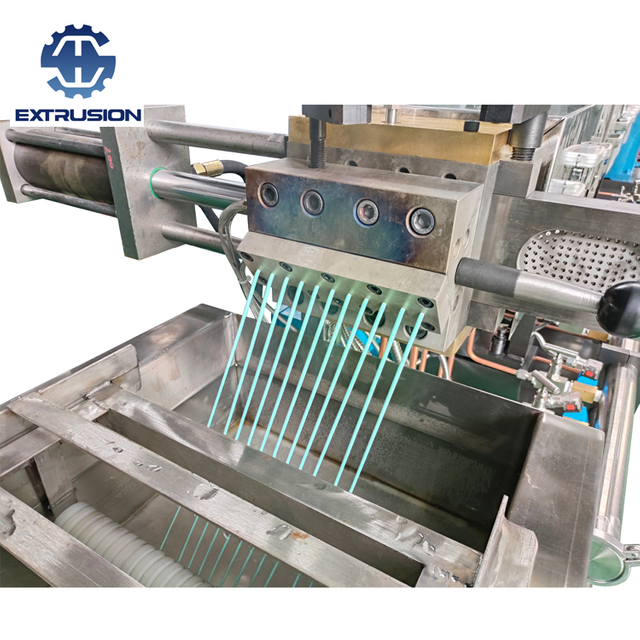
El mecanismo básico de extrusión es simple: un tornillo gira dentro de un cilindro y empuja el plástico hacia adelante.El tornillo es en realidad una pendiente o rampa que gira alrededor de la capa central.Su finalidad es aumentar la presión para superar una mayor resistencia.En lo que respecta a una extrusora, existen 3 tipos de resistencias a superar:
La fricción de las partículas sólidas (alimentación) contra la pared del barril y la fricción mutua entre ellas durante las primeras revoluciones del tornillo (zona de alimentación);
Adhesión de la masa fundida a la pared del cilindro;
La resistencia al flujo interno de la masa fundida a medida que avanza.
Newton explicó que si un objeto no se mueve en una dirección determinada, entonces las fuerzas sobre el objeto están equilibradas en esa dirección.El tornillo no se mueve axialmente, aunque puede girar rápidamente lateralmente cerca de la circunferencia.Por lo tanto, la fuerza axial sobre el tornillo está equilibrada, y si está empujando mucho hacia adelante el plástico fundido, también está dando un empuje igual hacia atrás a algo al mismo tiempo.En este caso, el empuje que ejerce se produce sobre el cojinete situado detrás de la entrada de alimentación: el cojinete de empuje.
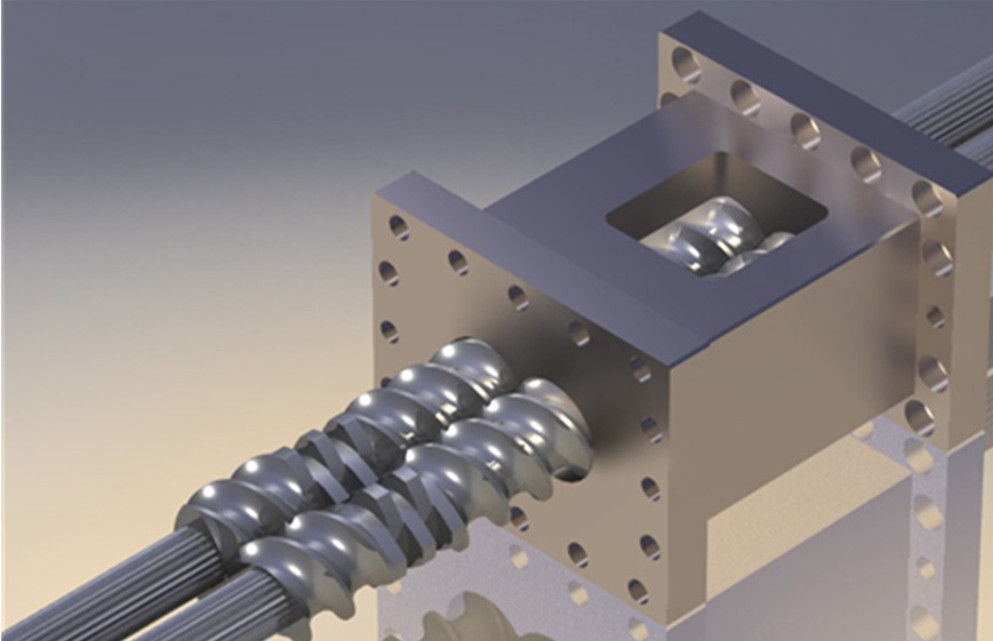
La mayoría de los tornillos individuales tienen rosca a derechas, como los tornillos y pernos que se utilizan en carpintería y maquinaria.Vistos desde atrás, giran en direcciones opuestas, mientras intentan desenroscar el cañón hacia atrás lo más que puedan.En algunas extrusoras de doble tornillo, los dos tornillos giran en sentido contrario y se cruzan en los dos cilindros, por lo que uno debe ser diestro y el otro zurdo.En otros tornillos gemelos entrelazados, los dos tornillos giran en la misma dirección y, por lo tanto, deben tener la misma orientación.Sin embargo, en cualquier caso hay cojinetes de empuje que absorben la fuerza hacia atrás y los principios de Newton siguen siendo válidos.
02. Principio térmico
Los plásticos extruibles son termoplásticos: se derriten cuando se calientan y se solidifican nuevamente cuando se enfrían.¿De dónde viene el calor para derretir el plástico?
El precalentamiento de la alimentación y los calentadores del cilindro/molde pueden desempeñar un papel y son muy importantes en el arranque; sin embargo, la energía de entrada del motor (calor de fricción generado en el cilindro cuando el motor supera la resistencia de la masa fundida viscosa para hacer girar el tornillo) es la más importante. importante fuente de calor para todos los plásticos,
Las excepciones son los sistemas pequeños, velocidades de tornillo lentas, plásticos con alta temperatura de fusión y aplicaciones de recubrimiento por extrusión.
Como ocurre con todas las demás operaciones, es importante darse cuenta de que el calentador del barril no es la fuente principal de calor en la operación y, por lo tanto, contribuye menos a la extrusión de lo que podríamos esperar (ver Principio 11).La temperatura del cilindro trasero aún puede ser importante porque afecta el engrane o la velocidad a la que se transportan los sólidos en la alimentación.Las temperaturas del molde y del molde generalmente deben estar en o cerca de la temperatura de fusión deseada, a menos que se utilicen para un propósito específico como vidriado, distribución de fluidos o control de presión.
03. Principio de desaceleración
En la mayoría de las extrusoras, los cambios en la velocidad del tornillo se logran ajustando la velocidad del motor.El motor normalmente gira a máxima velocidad alrededor de 1750 rpm, pero eso es demasiado rápido para un tornillo extrusor.Si se gira a una velocidad tan rápida, se genera demasiado calor por fricción y el tiempo de residencia del plástico es demasiado corto para producir una masa fundida uniforme y bien agitada.Las relaciones de reducción típicas están entre 10:1 y 20:1.La primera etapa puede usar engranajes o bloques de poleas, pero la segunda etapa usa ambos engranajes y el tornillo se coloca en el centro del último engranaje grande.
En algunas máquinas de funcionamiento lento (como las de doble tornillo para UPVC), puede haber 3 etapas de desaceleración y la velocidad máxima puede ser tan baja como 30 rpm o menos (relación de hasta 60:1).En el otro extremo, algunos tornillos gemelos muy largos para agitación pueden funcionar a 600 rpm o más rápido, por lo que requieren una tasa de desaceleración muy baja y mucho enfriamiento profundo.
A veces, la tasa de desaceleración no coincide con la tarea (habrá demasiada energía para usar) y es posible agregar un bloque de poleas entre el motor y la primera fase de desaceleración que cambia la velocidad máxima.Esto aumenta la velocidad del tornillo más allá del límite anterior o reduce la velocidad máxima permitiendo que el sistema funcione a un mayor porcentaje de la velocidad máxima.Esto aumentará la energía disponible, reducirá el amperaje y evitará problemas en el motor.En ambos casos, dependiendo del material y sus necesidades de refrigeración, el rendimiento puede aumentar.
04. La alimentación actúa como refrigerante.
La extrusión transfiere la potencia de un motor (y a veces de un calentador) al plástico frío, convirtiéndolo de sólido a fundido.La alimentación de entrada es más fría que las superficies del cilindro y del tornillo en la zona de alimentación.Sin embargo, la superficie del cilindro en la zona de alimentación casi siempre se encuentra por encima del rango de fusión del plástico.Se enfría por contacto con las partículas de alimentación, pero el calor se retiene mediante la transferencia de calor desde el frente caliente hacia la parte trasera y el calentamiento controlado.Incluso cuando el calor frontal se mantiene mediante fricción viscosa y no se requiere la entrada de calor del barril, puede ser necesario encender el calentador posterior.La excepción más importante es el barril de alimentación ranurado, casi exclusivamente para HDPE.
La superficie de la raíz del tornillo también se enfría con el alimento y se aísla de las paredes del barril mediante los gránulos de plástico (y el aire entre los gránulos).Si el tornillo se detiene repentinamente, la alimentación también se detiene y la superficie del tornillo se calienta en la zona de alimentación porque el calor retrocede desde el extremo frontal más caliente.Esto puede provocar que las partículas se peguen o se formen puentes en la raíz.
05.En la zona de alimentación, se adhiere al cilindro y se desliza sobre el tornillo.
Para maximizar la entrega de sólidos en la zona de alimentación de una extrusora con un cilindro liso, las partículas deben adherirse al cilindro y deslizarse sobre el tornillo.
Si las partículas se adhieren a la raíz del tornillo, no hay nada que pueda tirarlas hacia abajo;Se reduce el volumen del canal y la ingesta de sólidos.
Otra razón de la mala adhesión en las raíces es que el plástico puede calentarse y producir geles y partículas contaminantes similares, o puede adherirse de manera intermitente y romperse con los cambios en la velocidad de salida.
La mayoría de los plásticos se deslizan naturalmente en las raíces porque están fríos cuando entran y la fricción aún no ha calentado las raíces tanto como las paredes del barril.Algunos materiales tienen más probabilidades de adherirse que otros: PVC altamente plastificado, PET amorfo y ciertos copolímeros de poliolefina que tienen propiedades adhesivas deseadas en el uso final.
En el caso del cañón, es necesario que el plástico se adhiera aquí para que la hélice pueda rasparlo y empujarlo hacia adelante.Debe haber un alto coeficiente de fricción entre los perdigones y el cañón, lo que a su vez está fuertemente influenciado por la temperatura del cañón trasero.Si las partículas no se pegan, simplemente giran en su lugar y no avanzan, motivo por el cual la alimentación suave no funciona bien.
La fricción superficial no es el único factor que afecta la alimentación.Muchas partículas nunca tocan el cilindro o la raíz del tornillo, por lo que debe haber fricción y entrelazamiento mecánico con la viscosidad dentro de las partículas.
Los cilindros estriados son un caso especial.El comedero se encuentra en la zona de alimentación, que está aislada térmicamente del resto del barril y enfriada profundamente con agua.Los hilos empujan los pellets hacia la ranura y generan una alta presión en una distancia relativamente corta.Esto aumenta el margen de mordida a velocidades de tornillo más bajas para el mismo rendimiento, lo que resulta en menos calor por fricción generado por el extremo frontal y temperaturas de fusión más bajas.Esto puede significar que el enfriamiento limita la producción más rápida en las líneas de película soplada.Las ranuras son especialmente adecuadas para HDPE, que es el plástico común más resbaladizo además de los plásticos perfluorados.
06. Los materiales son los que más cuestan
En algunos casos, los costos de materiales pueden representar hasta el 80% de los costos de producción (más que todos los demás factores combinados), excepto en algunos productos donde la calidad y el empaque son particularmente importantes, como los catéteres médicos.Este principio lleva naturalmente a dos conclusiones: los convertidores deben reutilizar la mayor cantidad posible de desechos y desechos para reemplazar las materias primas, y cumplir con las tolerancias lo más estrictamente posible para evitar desviaciones del espesor objetivo y problemas con el producto.
07. Los costos de energía son relativamente poco importantes.
Si bien el atractivo y los problemas reales de una planta están al mismo nivel que los crecientes costos de energía, la energía necesaria para hacer funcionar una extrusora sigue siendo una pequeña fracción del costo total de producción.Este es siempre el caso porque el coste del material es muy alto, una extrusora es un sistema eficiente y, si se introduce demasiada energía, el plástico puede calentarse rápidamente demasiado para procesarlo adecuadamente.
08. La presión al final del tornillo es muy importante.
Esta presión refleja la resistencia de todo lo que se encuentra aguas abajo del tornillo: malla y placas rompedoras de contaminación, tubos de suministro adaptadores, agitadores estacionarios (si están presentes) y el molde mismo.Depende no sólo de la geometría de estos componentes sino también de la temperatura del sistema, lo que a su vez afecta la viscosidad de la resina y la velocidad de rendimiento.Es independiente del diseño del tornillo, excepto cuando afecta la temperatura, la viscosidad y el rendimiento.Medir la temperatura es importante por razones de seguridad: si es demasiado alta, el troquel y el troquel podrían explotar y herir a personas o maquinaria cercanas.
La presión es favorable para la mezcla, especialmente en la última zona (zona de dosificación) de un sistema de un solo tornillo.Sin embargo, la alta presión también significa que el motor genera más potencia y, por lo tanto, una temperatura de fusión más alta, lo que puede dictar el límite de presión.En un tornillo gemelo, los dos tornillos que se entrelazan son un agitador más eficiente, por lo que no se requiere presión para este propósito.
09. Salida = desplazamiento del último hilo +/- flujo de presión y fuga
El desplazamiento del último tramo se denomina flujo positivo y depende únicamente de la geometría del tornillo, la velocidad del tornillo y la densidad de la masa fundida.Está regulado por el flujo de presión, que en realidad incluye el efecto de arrastre (indicado por la presión más alta) para reducir la producción y cualquier efecto de sobremordida en la alimentación para aumentar la producción.Las fugas en los hilos pueden ir en cualquier dirección.
También es útil calcular la producción por rpm (revolución), ya que representa cualquier disminución en la capacidad de bombeo del tornillo con el tiempo.Otro cálculo relevante es la cantidad de producción por caballo de fuerza o kilovatio utilizado.Esto indica eficiencia y permite una estimación de la capacidad de producción de un motor y variador determinado.
10. La velocidad de corte juega un papel importante en la viscosidad.
Todos los plásticos comunes tienen una propiedad de caída por cizallamiento, lo que significa que la viscosidad del plástico disminuye a medida que se mueve cada vez más rápido.Este efecto es especialmente pronunciado en algunos plásticos.Por ejemplo, algunos PVC aumentarán la velocidad del flujo en un factor de 10 o más cuando se duplique el empuje.Por el contrario, la fuerza de corte del LLDPE no disminuye demasiado y su caudal solo aumenta de 3 a 4 veces cuando se considera que se duplica.El efecto reducido de reducción de cizallamiento significa una mayor viscosidad en condiciones de extrusión, lo que a su vez significa que se requiere más potencia del motor.
Esto podría explicar por qué el LLDPE se calienta más que el LDPE.El caudal se expresa como una velocidad de corte, que es de aproximadamente 100 s-1 en el canal del tornillo, entre 100 y 100 s-1 en la mayoría de las bocas de troquel y mayor que 100 s-1 en el espacio entre la rosca y la pared del cilindro y algunos pequeños espacios en el troquel.
El coeficiente de fusión es una medida común de viscosidad, pero está invertido (por ejemplo, flujo/empuje en lugar de empuje/flujo).Desafortunadamente, se mide a velocidades de corte de 10 s-1 o menos y puede no ser una medición verdadera en extrusoras con velocidades de flujo de fusión rápidas.
11. El motor está opuesto al cañón y el cañón está opuesto al motor.
¿Por qué el efecto de control del cilindro no siempre es el esperado, especialmente en el área de medición?Si el cañón se calienta, la capa de material en la pared del cañón se vuelve menos viscosa y el motor necesita menos energía para funcionar en este cañón más suave.La corriente (amperaje) del motor cae.Por el contrario, si el cilindro se enfría, la viscosidad de la masa fundida en la pared del cilindro aumenta, el motor debe girar con más fuerza, el amperaje aumenta y parte del calor eliminado al pasar a través del cilindro es devuelto al motor.Generalmente, el regulador de barril tiene un efecto sobre la masa fundida, que es lo que esperaríamos, pero no tan grande como la variable de zona.Lo mejor es medir la temperatura de fusión para comprender realmente lo que está sucediendo.
El principio 11 no se aplica a matrices y troqueles, ya que allí no se gira ningún tornillo.Por eso los cambios de temperatura exterior son más efectivos allí.Sin embargo, estos cambios son de adentro hacia afuera y, por lo tanto, no son uniformes a menos que se homogenicen en un agitador estacionario, que es una herramienta eficaz tanto para los cambios de temperatura de la masa fundida como para la agitación.
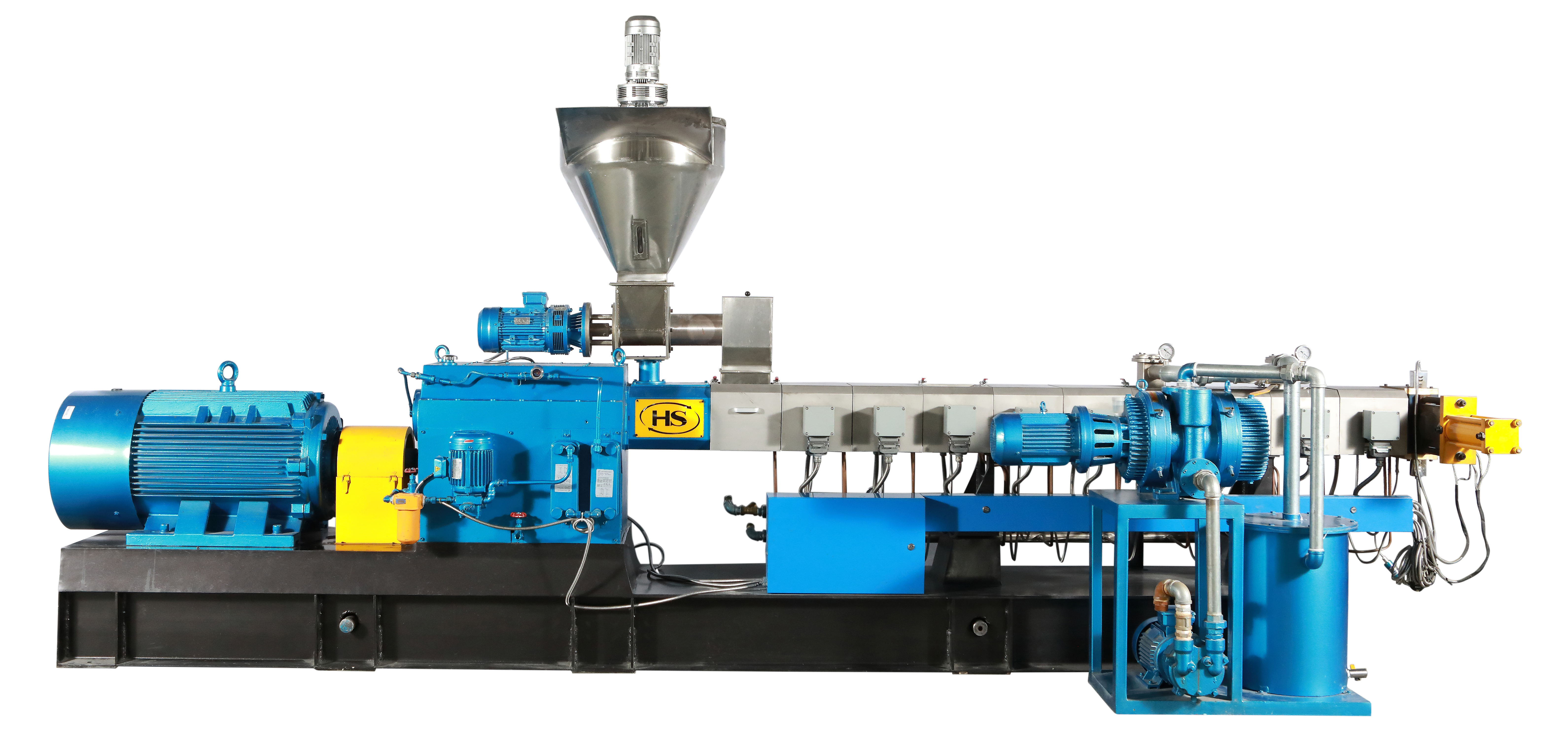
Nanjing Haisi es un fabricante profesional de extrusoras granuladoras para coloración/teñido, producción de masterbatch de llenado, así como modificación y composición de plástico y reciclaje de plástico.Las máquinas innovadoras se construyen según el concepto de durabilidad, alta eficiencia y consumo de energía económico.