Vistas:0 Autor:Editor del sitio Hora de publicación: 2026-03-23 Origen:Sitio
El verdadero desafío en PA6 + 30% de producción de GF
PA6 + 30% de fibra de vidrio es una de las formulaciones de plásticos de ingeniería más comunes. Sobre el papel, parece sencillo. En la práctica, no lo es.
La dificultad no es simplemente fundir nailon y añadir fibra de vidrio. El verdadero desafío es equilibrar varios factores críticos:
Retención de longitud de fibra
Torque estable bajo carga alta de relleno
Temperatura de fusión controlada
Resistencia al desgaste a largo plazo
Si se pasa por alto uno de estos factores, el material aún puede parecer aceptable, pero el rendimiento mecánico, la estabilidad del procesamiento o la vida útil de la máquina se verán afectados silenciosamente.
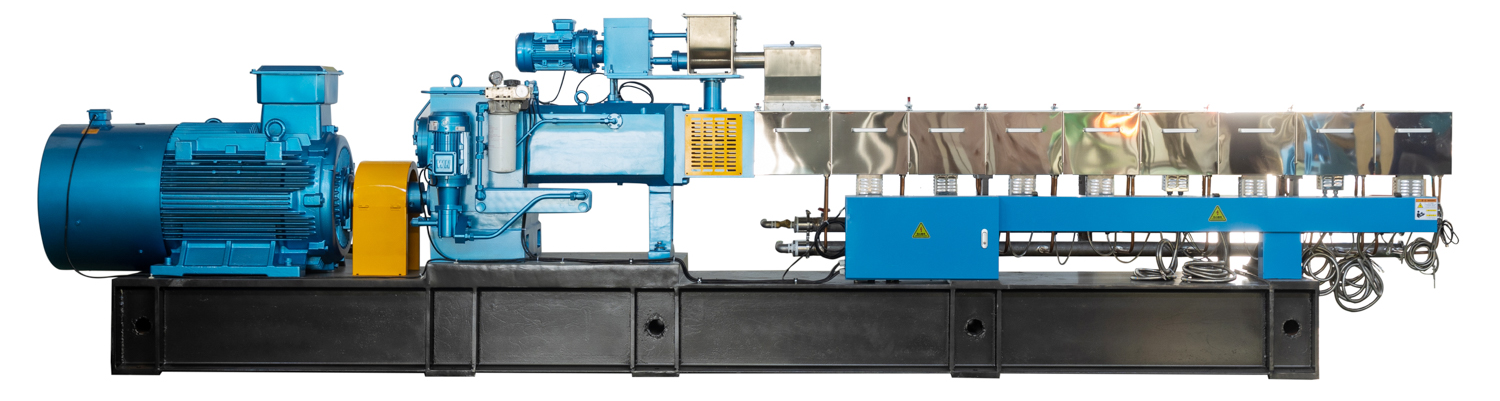
Una configuración adecuada de la extrusora de doble tornillo determina si se producen gránulos consistentes de grado de ingeniería o simplemente nailon relleno.
Alimentación principal y alimentación lateral: por qué es importante la posición
La estrategia de alimentación es la primera decisión crítica en la composición de PA6 + 30% GF.
Alimentación principal: entrada de nailon controlada
La PA6 se debe introducir a través del alimentador principal mediante un sistema de dosificación por pérdida de peso. Una alimentación estable garantiza:
Presión de fusión constante
Par estable
Distribución uniforme de la fibra más adelante en el proceso.
El control de la humedad es igualmente importante. El nailon debe secarse adecuadamente antes de ingresar al extrusor. Incluso una ligera fluctuación de humedad puede afectar la viscosidad del fundido y las propiedades mecánicas finales.
Alimentación lateral: protección de la longitud de la fibra de vidrio
No se debe introducir fibra de vidrio junto con nailon desde la tolva principal.
En cambio, la fibra de vidrio corta generalmente se agrega a través de un alimentador lateral después de que la PA6 se haya derretido por completo.
¿Por qué?
Agregar fibra demasiado pronto puede causar varios problemas:
cizallamiento excesivo
Rotura importante de fibras
Polvo y alimentación inestable
Al introducir fibra de vidrio en una zona de fusión estable, el polímero puede encapsular las fibras de manera más efectiva. El resultado es:
Mejor dispersión
Retención mejorada de la longitud de la fibra.
Para muchos procesadores, este único ajuste marca una diferencia notable en el rendimiento de la potencia final.
Control de temperatura y su vínculo con la configuración del tornillo
En la composición de PA6, el control de temperatura y el diseño del tornillo no se pueden separar.
El PA6 normalmente se procesa dentro de un rango moderado de temperatura de plástico de ingeniería, pero el perfil exacto depende de:
Viscosidad de la resina base.
Contenido de fibra de vidrio
Requisitos de rendimiento
Si la temperatura es demasiado alta:
Puede ocurrir degradación del polímero.
La estabilidad del color puede verse afectada.
El par puede fluctuar
Si la temperatura es demasiado baja:
La viscosidad del fundido aumenta
La dispersión de la fibra de vidrio se vuelve desigual
La carga del motor aumenta
Es por eso que la configuración del tornillo debe soportar una fase de fusión suave y completa antes de la zona de alimentación lateral.
El tornillo no solo transporta material, sino que crea un entorno de fusión estable para la integración de las fibras.
Lógica de diseño de tornillos y relación L/D
Una extrusora de doble tornillo bien diseñada para PA6 + 30% de fibra de vidrio suele seguir esta estructura:
1. Sección de transporte de sólidos
2. Sección de fusión de PA6
3. Zona de mezcla controlada
4. Puerto de alimentación lateral para fibra de vidrio.
5. Sección de dispersión de cizallamiento de baja a moderada
6. Ventilación de vacío opcional
7. Sección de medición
El objetivo no es el corte máximo, sino la dispersión controlada.
Los bloques de amasado excesivos pueden acortar la longitud de la fibra.
Una mezcla insuficiente puede causar una mala distribución de la fibra.
El equilibrio correcto depende de los objetivos de producción reales.
Consideración de la relación L/D
Para muchas aplicaciones de PA6 + 30% GF, una relación L/D de alrededor de 40:1 funciona eficazmente.
Las configuraciones más cortas pueden limitar la estabilidad de la fusión
Las configuraciones excesivamente largas pueden generar cortes innecesarios y mayores costos.
La configuración óptima siempre depende de las expectativas de producción y los requisitos de rendimiento.
Capacidad de torsión y resistencia al desgaste
El nailon reforzado con fibra de vidrio es mecánicamente exigente para cualquier línea de compuestos.
Una carga elevada de relleno provoca:
Mayor demanda de par
Mayor presión interna
Mayor estrés mecánico en la caja de cambios y los ejes.
Una extrusora de doble tornillo diseñada para plásticos de ingeniería debe proporcionar suficiente densidad de torque para soportar una producción continua de fibra de vidrio del 30% sin operar cerca de sus límites.
Protección contra el desgaste
La fibra de vidrio es muy abrasiva.
Con el tiempo usará:
Elementos de tornillo
Revestimientos de barril
Para una producción a largo plazo, se recomienda encarecidamente el uso de materiales resistentes al desgaste.
Muchos procesadores subestiman este factor al principio, sólo para descubrir más tarde que los costos de mantenimiento compensan los ahorros iniciales.
Aplicaciones típicas de PA6 + 30% fibra de vidrio
La PA6 reforzada con fibra de vidrio se utiliza ampliamente en:
Componentes estructurales automotrices
Cajas eléctricas y electrónicas.
Soportes industriales y soportes mecánicos.
Aplicaciones de reemplazo de metales
Para las fábricas de moldeo por inyección que ya procesan materiales de PA, la elaboración interna de compuestos de nailon puede convertirse en una medida estratégica:
Mejor control de costes
Ajuste flexible de la formulación
Reducción de la dependencia de proveedores externos.
Sin embargo, pasar del moldeo por inyección a la composición requiere un conocimiento más profundo del proceso, particularmente en:
Estrategia de alimentación
Configuración de tornillo
Pensamientos finales
La producción de pellets de PA6 + 30% de fibra de vidrio no se trata de una mezcla agresiva ni de un rendimiento máximo.
Se trata de lograr el equilibrio adecuado entre:
Estabilidad alimentaria
Momento correcto de adición de fibra
Configuración de tornillo equilibrada
Capacidad de par confiable
Resistencia al desgaste a largo plazo
Cuando estos factores se alinean, la producción se vuelve predecible.
Cuando no es así, los problemas aparecen lentamente, a menudo en forma de:
Propiedades mecánicas inestables
Aumento de los costos de mantenimiento.
Cada proyecto PA6 + 30% GF tiene sus propios objetivos de procesamiento. La clave es configurar la extrusora de doble tornillo en consecuencia.
Si está considerando iniciar u optimizar el compuesto de fibra de vidrio y nailon, la configuración de la máquina es donde comienza el verdadero rendimiento.
NANJING HAISI es un fabricante profesional de máquinas de composición de fibra de vidrio. Suministramos extrusoras de doble husillo, extrusoras de un solo husillo, extrusoras de reciclaje de plástico, extrusoras de dos etapas, extrusoras a escala de laboratorio, máquinas mezcladoras y de alimentación, máquinas de enfriamiento y peletización, máquinas trituradoras, etc.







