Vistas:0 Autor:Editor del sitio Hora de publicación: 2026-01-15 Origen:Sitio
Los pellets huecos son un defecto común en los procesos de granulación de plástico. Si no se abordan a tiempo, pueden afectar negativamente la apariencia del producto, la densidad aparente y el rendimiento del procesamiento posterior. Este artículo explica las principales causas de los gránulos de plástico huecos y proporciona soluciones prácticas y probadas en producción para ayudar a mejorar la calidad de los gránulos y la estabilidad del proceso.
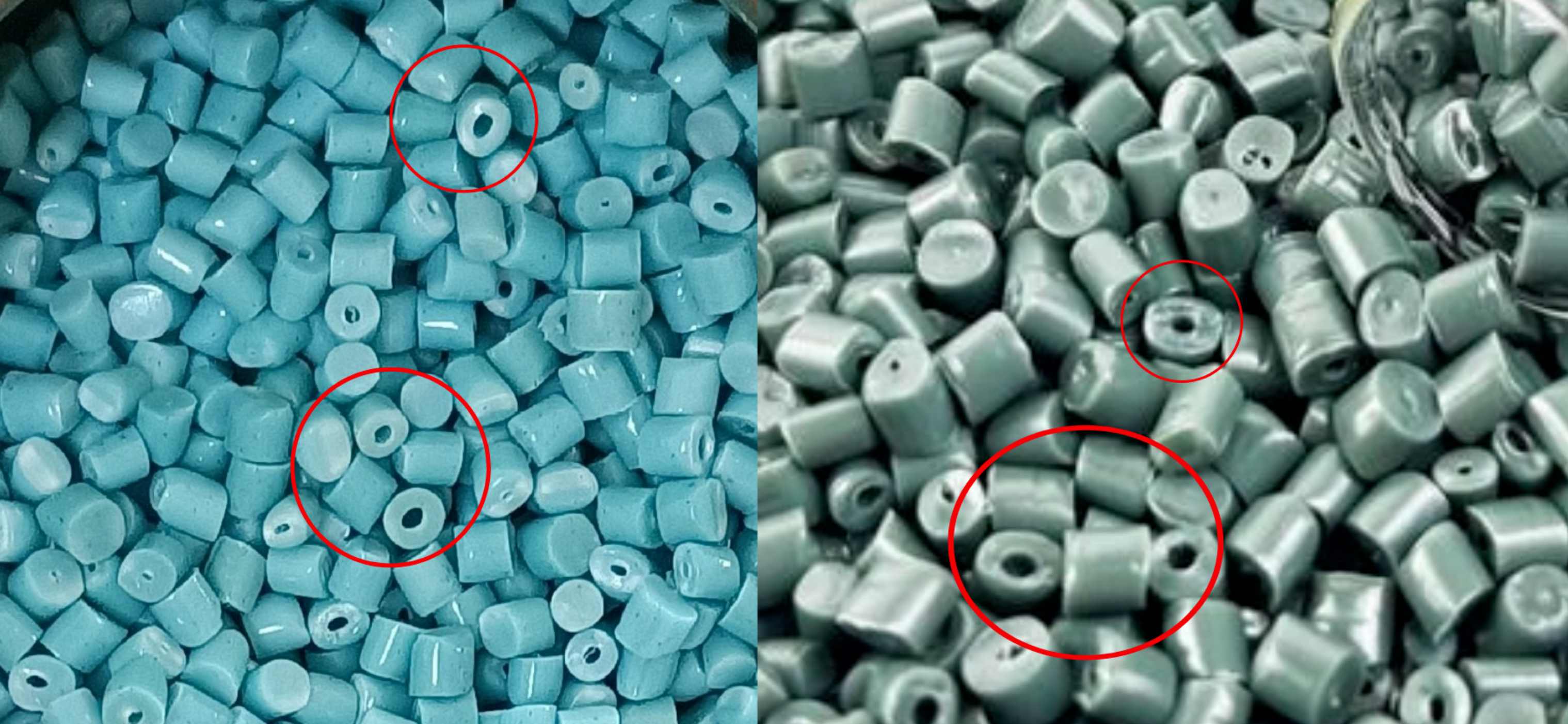
¿Por qué se producen los gránulos huecos?
Comprender las causas fundamentales es el primer paso hacia una prevención eficaz. Las razones más comunes incluyen:
1. Exceso de humedad en las materias primas.
La humedad atrapada en la resina plástica se vaporiza durante el calentamiento, formando burbujas de gas dentro de los gránulos.
2. Temperatura de plastificación inadecuada
Las temperaturas demasiado altas o demasiado bajas pueden provocar una fusión incompleta o una degradación térmica, lo que da como resultado huecos internos.
3. Mal rendimiento de desgasificación
Los gases generados durante la fusión o degradación no pueden escapar eficientemente de la masa fundida.
4. Enfriamiento demasiado rápido
Cuando la superficie del pellet se solidifica demasiado rápido, se produce una contracción interna, creando estructuras huecas.
Tres formas prácticas de eliminar los gránulos huecos
1. Controlar estrictamente el pretratamiento de la materia prima
El secado es fundamental.
Aunque los plásticos comunes como el PP y el PE tienen una absorción de humedad relativamente baja, el secado sigue siendo necesario cuando los materiales se almacenan en ambientes húmedos o cuando se utiliza contenido reciclado.
ABS, PS y materiales similares deben secarse previamente con un secador de aire caliente.
Temperatura de secado recomendada: 70–85 °C (ajustar según el tipo de material)
Tiempo de secado: 2–4 horas
Después del secado, los materiales deben sellarse para evitar la reabsorción de humedad.
2. Optimice los parámetros de procesamiento
(1) Control preciso de la temperatura
Rangos de temperatura de procesamiento típicos:
PP: 180–200°C
ABS: 180–210°C
PEBD: 180–200°C
PEAD: 220–240°C
PD: 180–220°C
El control adecuado de la temperatura garantiza un flujo de fusión estable y una plastificación adecuada.
(2) Ajuste de presión y velocidad del tornillo
Aumente moderadamente la velocidad del tornillo para mejorar el calentamiento por cizallamiento y la eficiencia de fusión.
Ajuste la presión del cabezal de troquel para garantizar una compactación adecuada del material fundido.
Para materiales de PE, aumentar la contrapresión puede mejorar significativamente la calidad de la plastificación
(3) Garantizar una desgasificación al vacío eficaz
Inspeccione periódicamente el sistema de ventilación por vacío.
Asegúrese de que las rejillas de ventilación estén limpias y sin obstrucciones.
Para los materiales reciclados, una desgasificación suficiente es especialmente importante para eliminar los volátiles atrapados.
3. Mantenimiento de equipos y optimización de procesos
Inspección de tornillos: reemplace los tornillos muy desgastados para mantener un transporte y mezcla estables
Optimización del cabezal de troquel: aumentar la presión del troquel puede mejorar la densidad de los gránulos, especialmente para materiales de alta densidad como el HDPE.
Ajuste del sistema de refrigeración:
Evite el enfriamiento excesivo o repentino
Temperatura recomendada del agua de refrigeración para PP: 30–50°C
Los gránulos de PE pueden utilizar refrigeración por agua, pero la temperatura del agua debe controlarse cuidadosamente
Consejos prácticos de la experiencia en producción
Comience con pequeñas pruebas cuando ajuste los parámetros antes de la producción a gran escala.
Ajuste la configuración según las características del material:
PP: alta contracción, requiere refrigeración optimizada
ABS: prestar atención al contenido volátil y a la desgasificación
PE: los parámetros de procesamiento deben coincidir con el grado de densidad
PD: evite el corte excesivo debido a la fragilidad
Conclusión
Los gránulos huecos rara vez son causados por un solo factor. En la mayoría de los casos, son el resultado de una combinación de condiciones de humedad, temperatura, desgasificación y enfriamiento. Al mejorar la preparación de la materia prima, ajustar los parámetros de extrusión y mantener el equipo adecuadamente, la mayoría de los problemas de los pellets huecos se pueden resolver de manera efectiva.
Debido a que cada línea de producción y formulación de material es diferente, la optimización del proceso siempre debe basarse en condiciones operativas reales y pruebas sistemáticas.

Nanjing Haisi es un fabricante profesional de la máquina de extrusores de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusora de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina trituradora, etc.