Vistas:0 Autor:Editor del sitio Hora de publicación: 2026-03-19 Origen:Sitio
La producción de pellets de plástico requiere un control estricto sobre la preparación de la materia prima, los parámetros de procesamiento, el funcionamiento del equipo y la inspección de calidad. La gestión adecuada de estos factores garantiza una calidad estable de los pellets, una alta eficiencia de producción y confiabilidad del equipo a largo plazo. A continuación se detallan los aspectos más críticos que los fabricantes deben monitorear durante la fabricación de pellets de plástico.
1. Pretratamiento de materia prima
La preparación adecuada de la materia prima es la base de una producción estable de pellets y afecta directamente la calidad del producto final.
Clasificación de materiales y control de contaminación
Las materias primas deben clasificarse cuidadosamente para eliminar fragmentos de metal, arena, fibras textiles y otros contaminantes. Las impurezas pueden dañar gravemente los tornillos, los cilindros y las matrices, al tiempo que afectan negativamente el rendimiento de los pellets. Los diferentes grados de plástico y tipos de polímeros deben procesarse por separado para evitar la contaminación cruzada y las propiedades inconsistentes de los materiales.
Requisitos de secado de materiales
El control de la humedad es esencial en la peletización de plástico. Por ejemplo, el contenido de humedad del polietileno (PE) normalmente debe mantenerse por debajo del 0,05 %. El exceso de humedad puede provocar burbujas, defectos superficiales y flujo de fusión inestable. El secado generalmente se realiza mediante secadoras industriales a temperaturas entre 80°C y 100°C durante 2 a 4 horas, según el tipo de material y el nivel de humedad.
2. Control de parámetros del proceso de extrusión
El control preciso de los parámetros del proceso es esencial para lograr una fusión uniforme, una extrusión estable y un tamaño de pellet consistente.
Configuración del perfil de temperatura
Las temperaturas de extrusión deben ajustarse según las características del polímero, como el punto de fusión, la viscosidad y la estabilidad térmica. Utilizando el polietileno como ejemplo, las temperaturas del cilindro suelen oscilar entre 160 °C y 190 °C, aumentando gradualmente desde la zona de alimentación hasta el cabezal de la matriz.
Las temperaturas demasiado bajas pueden provocar una plastificación deficiente y gránulos desiguales.
Las temperaturas excesivamente altas pueden causar degradación, carbonización o decoloración del polímero.
Coincidencia de velocidad de tornillo y tasa de alimentación
La velocidad de rotación del tornillo debe coincidir adecuadamente con la velocidad de alimentación. La sobrealimentación puede causar bloqueo del material, mientras que la velocidad excesiva del tornillo puede generar calor de corte excesivo, lo que lleva a la degradación del polímero y a una calidad inestable de la masa fundida.
Control estable de presión de fusión
Mantener una presión constante en el cabezal del troquel es fundamental. Las grandes fluctuaciones de presión pueden provocar un diámetro desigual de los gránulos y un rendimiento inestable del procesamiento posterior.
3. Operación y mantenimiento del equipo
La operación adecuada del equipo y el mantenimiento regular son esenciales para garantizar la estabilidad de la producción y extender la vida útil de la máquina.
Inspección de arranque y apagado
Antes de comenzar la producción, los operadores deben verificar los componentes clave, incluidos tornillos, barriles, peletizadores y sistemas de enfriamiento. Todas las piezas de la transmisión deben estar adecuadamente lubricadas. Después de que se detiene la producción, los materiales residuales dentro del cilindro y el cabezal del troquel deben limpiarse inmediatamente para evitar la carbonización del material durante el siguiente arranque.
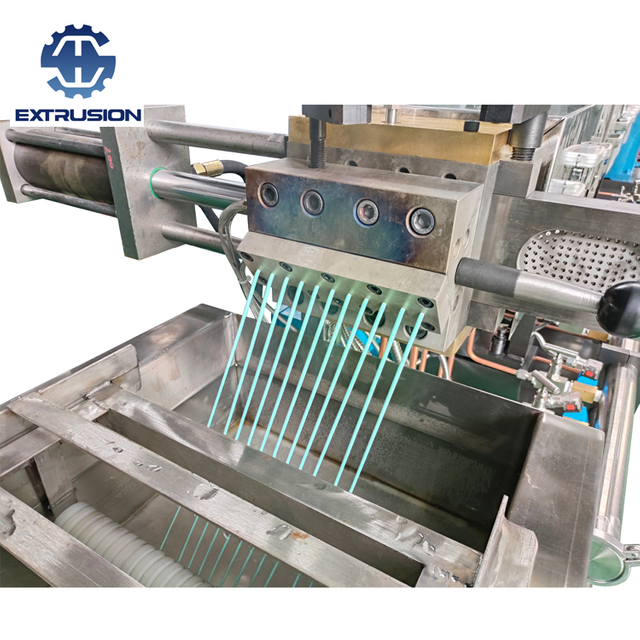
Control de peletización y enfriamiento
Durante la peletización, la velocidad de corte debe sincronizarse con la velocidad de transporte para garantizar un tamaño uniforme de los pellets.
Para la peletización de hebras con refrigeración por agua, la temperatura del agua de refrigeración debe controlarse entre 20 °C y 30 °C para permitir una rápida solidificación de los pellets y evitar que se peguen.
Para los sistemas de corte en caliente enfriados por aire, es necesario un flujo de aire suficiente para evitar la decoloración o deformación de los pellets.
4. Control de Calidad y Seguridad de la Producción
Una inspección de calidad estricta y prácticas de producción seguras son esenciales para mantener un rendimiento constante de los pellets y proteger a los trabajadores.
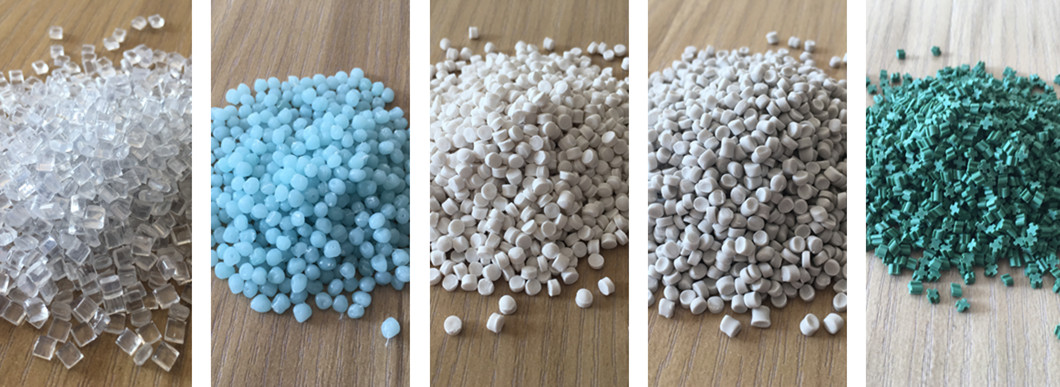
Inspección de calidad de pellets
Los pellets deben probarse periódicamente para comprobar su apariencia y precisión dimensional. Los indicadores clave de calidad incluyen:
Superficie sin burbujas ni impurezas
Color uniforme y forma consistente.
Tolerancia del diámetro del pellet típicamente dentro de ±0,5 mm
Además, periódicamente se deben realizar pruebas de laboratorio, como el índice de flujo de fusión (MFR) y la medición de la densidad, para verificar que los gránulos cumplan con las especificaciones del producto.
Seguridad del Taller y Control Ambiental
Los talleres de producción deben mantener sistemas adecuados de ventilación y eliminación de polvo para evitar la acumulación de polvo plástico y posibles riesgos de seguridad. Los operadores deben usar guantes protectores y equipo de seguridad cuando trabajen con maquinaria de alta temperatura para evitar quemaduras y lesiones.
Conclusión
La producción de gránulos de plástico de alta calidad requiere un control integral sobre el pretratamiento del material, los parámetros de extrusión, el funcionamiento del equipo y los sistemas de gestión de calidad. Al optimizar estos factores centrales de producción, los fabricantes pueden mejorar la consistencia de los pellets, reducir los defectos de producción, mejorar la seguridad operativa y garantizar un rendimiento confiable del procesamiento posterior.
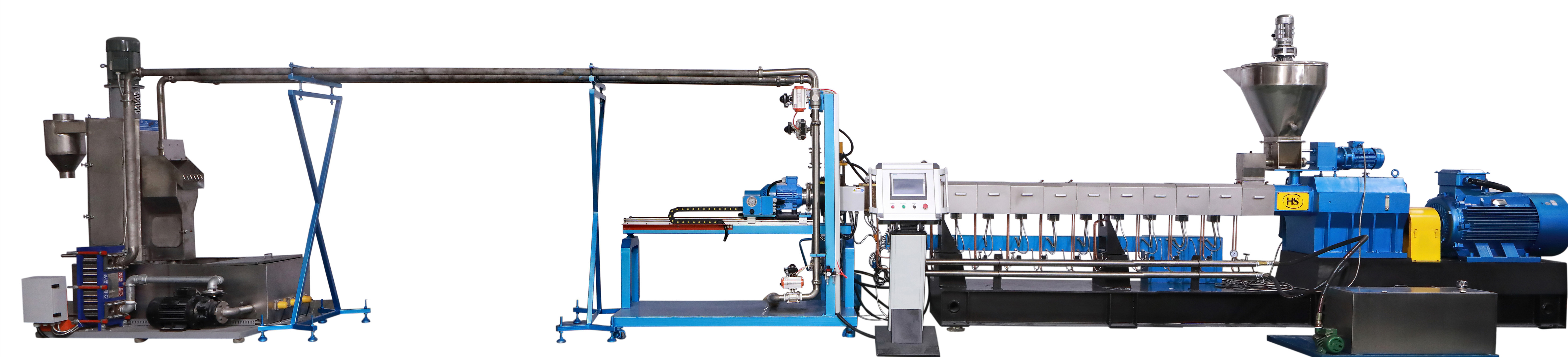
Nanjing Haisi es un fabricante profesional de la máquina de extrusores de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusora de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina trituradora, etc.