Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-12-25 Origen:Sitio
La extrusión de doble tornillo es un proceso central en el procesamiento y composición de polímeros. La estabilidad de la operación y la calidad del producto final dependen en gran medida de un control preciso del proceso, entre los cuales el control de la temperatura es el factor más crítico.
Debido a las variaciones en los modelos de extrusora, las configuraciones de los tornillos y las formulaciones de materiales, las condiciones óptimas de procesamiento generalmente se establecen mediante pruebas a largo plazo y experiencia operativa. Este artículo describe los parámetros clave relacionados con la temperatura en el procesamiento de extrusión de doble tornillo, lo que ayuda a los fabricantes a mejorar la eficiencia, la estabilidad y la calidad del producto.
1. Diseño de temperatura del proceso de extrusión
El perfil de temperatura de extrusión debe considerar múltiples factores. El principal punto de referencia es la temperatura de fusión más alta entre todos los componentes del material.
Por ejemplo, en la producción de masterbatch de polipropileno (PP), el soporte de PP tiene el punto de fusión más alto, aproximadamente 170 °C, por lo que las temperaturas de la zona del barril generalmente se diseñan en torno a este valor. Los métodos de calentamiento también afectan los ajustes de temperatura: el calentamiento por resistencia eléctrica generalmente requiere temperaturas más altas que el calentamiento por inducción electromagnética, que es más eficiente energéticamente.
La temperatura de extrusión también está estrechamente relacionada con el tamaño de la extrusora y la tasa de producción. Una mayor producción requiere más energía térmica para ablandar y fundir los materiales. La zonificación de temperatura debe diseñarse en función de los requisitos de transporte y corte:
Mayor temperatura → menor viscosidad de la masa fundida → menor fuerza de corte
Temperatura más baja → viscosidad más alta → fuerza de corte más alta
Siempre se deben considerar las características de viscosidad y reología del material al ajustar las temperaturas del proceso.
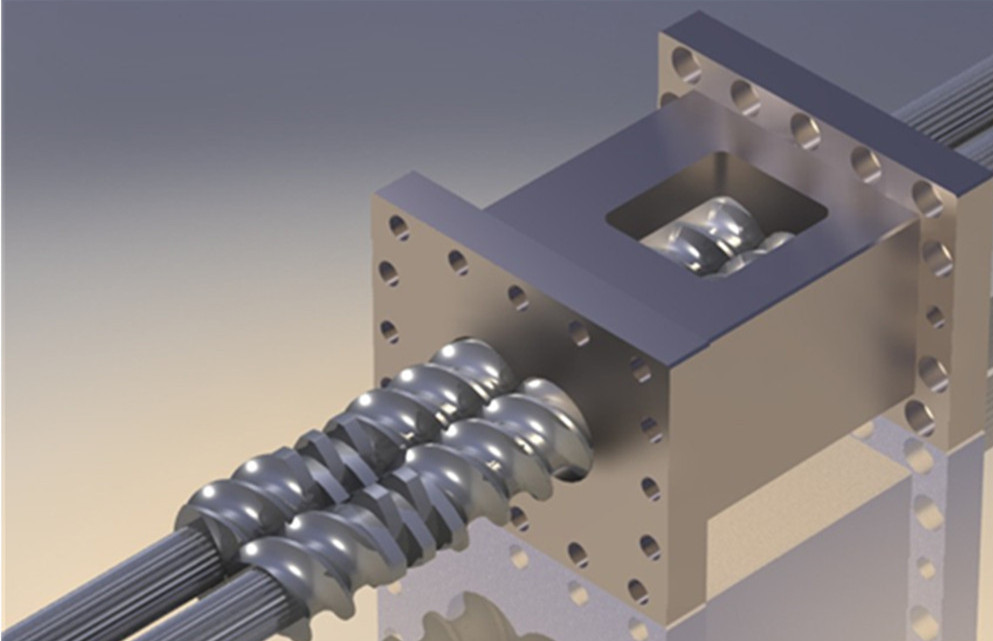
2. Control de temperatura de la garganta de alimentación
El principal objetivo del control de la temperatura de la garganta de alimentación es evitar que el material se adhiera al tornillo, lo que puede interrumpir la alimentación.
Para promover una fusión temprana y una dispersión eficaz por cizallamiento, la temperatura de la zona de alimentación debe ajustarse lo más cerca posible del punto de fusión de la resina portadora, sin causar adhesión al tornillo. En formulaciones que contienen sólo pequeñas cantidades de aditivos de bajo punto de fusión, una ligera fusión no afecta significativamente la alimentación.
Sin embargo, las formulaciones ricas en componentes de bajo peso molecular pueden fundirse fácilmente debido a la transferencia de calor desde las zonas aguas abajo, lo que provoca puentes de material y bloqueo de la alimentación. Por lo tanto:
Mantenga la zona de alimentación a una temperatura más baja durante el arranque.
Active la refrigeración si es necesario
Reduzca la temperatura después del arranque si es necesario para evitar el deslizamiento del tornillo y fallas en la alimentación.
3. Gestión de la temperatura del puerto de ventilación
Las temperaturas del puerto de ventilación generalmente se establecen ligeramente más bajas para evitar fugas de material fundido o salida de material por la abertura de ventilación. Esto normalmente se logra coordinando las temperaturas de las zonas del barril aguas arriba y aguas abajo.
En procesos bien optimizados con flujo estable, buena dispersión y baja presión de fusión, los ajustes de temperatura de la zona de ventilación pueden no ser críticos. Sin embargo, la temperatura de ventilación sigue siendo un parámetro importante cuando se procesan materiales con alto contenido volátil.
4. Control de temperatura en la sección de mezcla
La sección de mezcla es la zona central para la producción de masterbatch y compuestos, donde se determina la calidad de la dispersión de pigmentos.
La fuerza cortante está fuertemente influenciada por la temperatura:
Temperatura excesivamente alta → baja viscosidad → cizallamiento débil → mala dispersión
Temperatura moderadamente más baja → mayor viscosidad → cizallamiento más fuerte → dispersión mejorada
En la práctica, los operadores experimentados suelen controlar la corriente del motor principal para ajustar la temperatura de la zona de mezcla, ya que la intensidad del corte afecta directamente el consumo de energía.
5. Ajuste de temperatura del cabezal de troquel
A medida que la masa fundida sale del barril y entra en el cabezal de la matriz para su peletización, ya sea mediante peletización por anillo de agua o peletización por hebras, generalmente se requiere una temperatura ligeramente más baja.
Los operadores deben controlar la temperatura de salida de la hebra y compararla con la temperatura de fusión dentro del barril. Además, para los sistemas equipados con cambiadores de malla continuos, la temperatura del cabezal de troquel juega un papel crucial en la viscosidad del fundido y la estabilidad del flujo durante los cambios de malla.
6. Control de velocidad de alimentación
La velocidad de alimentación determina directamente la producción. En condiciones estables, el rendimiento de la extrusión es igual a la tasa de alimentación.
Aumento de la velocidad de alimentación → mayor carga de material → reducción indirecta de la temperatura
Disminución de la velocidad de alimentación → aumento indirecto de la temperatura
Los ajustes de la velocidad de alimentación influyen en la calidad de la dispersión y la estabilidad general del proceso, por lo que deben optimizarse con una visión holística de la calidad del producto y la consistencia de la producción.
7. Velocidad del tornillo (velocidad del motor principal)
La velocidad del tornillo afecta principalmente la intensidad del corte y la eficiencia de dispersión. Con una velocidad de alimentación constante, los cambios en la velocidad del tornillo solo afectan temporalmente la producción.
Los productos de alto cizallamiento requieren una mayor velocidad del tornillo
Las formulaciones de bajo cizallamiento requieren una velocidad de tornillo más baja combinada con un control de temperatura optimizado
Opere siempre dentro de la velocidad máxima permitida del extrusor y mantenga un margen de seguridad para proteger el equipo.
8. Monitoreo de la presión de fusión
La presión de fusión normalmente se mantiene por debajo de 1 MPa y refleja múltiples variables del proceso, que incluyen:
Tamaño de malla de la pantalla
Calidad de dispersión
Temperatura de fusión y viscosidad.
Una malla de tamiz más pequeña, una dispersión deficiente o una viscosidad baja generalmente resultan en una presión más alta. La presión de fusión debe utilizarse como indicador de referencia, no como un único parámetro decisivo.
9. Configuración y reemplazo del paquete de pantalla
Los paquetes de malla proporcionan filtración y aumentan el reflujo del material fundido para mejorar el corte. La selección adecuada y la frecuencia de reemplazo deben basarse en los requisitos del producto y los estándares de calidad.
10. Consideraciones ambientales en la extrusión de doble tornillo
Las áreas clave de enfoque ambiental incluyen:
Control de polvo en la garganta de alimentación
Emisiones de gases de los puertos de ventilación y del cabezal de troquel
Tratamiento y reciclaje de agua de refrigeración.
Los sistemas eficaces de recolección, filtración y eliminación son esenciales para un funcionamiento compatible y sostenible.
Conclusión
La temperatura es la variable central a lo largo de todo el proceso de extrusión de doble tornillo, y está estrechamente relacionada con la velocidad de alimentación, la velocidad del tornillo y la presión de la masa fundida. Juntos, estos parámetros determinan la fusión, el transporte, la dispersión, la desvolatilización y la conformación final del material.
Un proceso de extrusión de doble tornillo estable y de alta calidad depende de un control de temperatura sistemático, preciso y global, respaldado por un ajuste coordinado de todos los parámetros del proceso relacionados.

Nanjing Haisi es un fabricante profesional de la máquina de extrusores de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusora de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina trituradora, etc.