Vistas:1 Autor:Editor del sitio Hora de publicación: 2024-08-19 Origen:Sitio
En el proceso de granulación por extrusión, el sistema de alimentación juega un papel clave en la fuerza y coordinación entre el cortador y la plantilla para el buen funcionamiento de la unidad.
Echemos un vistazo a la relación entre la presión del aceite hidráulico de alimentación y la presión del aceite hidráulico del sistema de equilibrio de retracción en el proceso de producción real y el efecto práctico después de la mejora.
1 Problemas que enfrentan actualmente los peletizadores submarinos
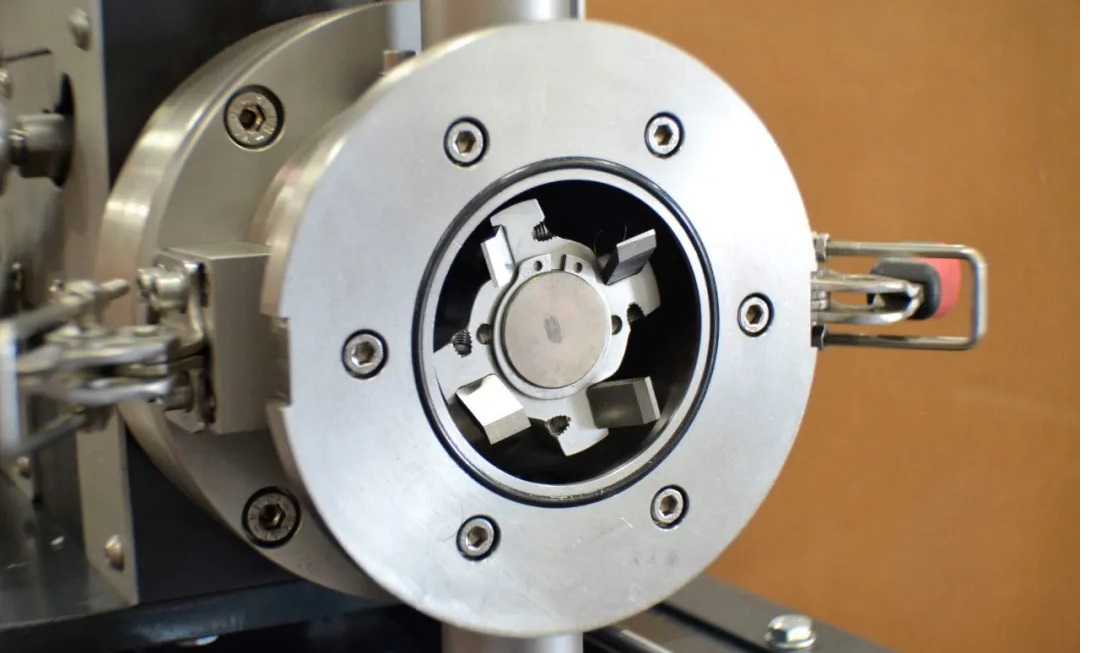
La unidad de peletización submarina se compone principalmente de una cámara de peletización, una cuchilla de corte, un disco de cuchilla, una plantilla y otros componentes. Esta unidad es la unidad de realización para convertir la resina fundida en gránulos terminados. Es la unidad central para el éxito de la peletización y afecta directamente la calidad del producto, el volumen de residuos, el costo de producción y si la unidad puede funcionar sin problemas durante un largo período de tiempo. Al mismo tiempo, esta unidad tiene muchas formas de falla y las razones a veces son extremadamente complicadas. También es la unidad con mayor frecuencia de fallas de la unidad. Se puede decir que el buen funcionamiento de la unidad de granulación bajo el agua es el factor determinante para el buen funcionamiento a largo plazo de la unidad de granulación por extrusión.
El principio de granulación mediante el cortador y la plantilla también se denomina 'principio de tijeras', es decir, el cortador giratorio de alta velocidad y el orificio de descarga de la plantilla fija se cortan entre sí para cortar el material de resina extruido del orificio de la matriz. .
El material cortado rueda en agua fría para enfriarse y solidificarse en partículas redondas, que luego se sacan de la cámara de peletización mediante el agua de enfriamiento de peletización para completar el trabajo de peletización. Por lo tanto, cuando el cortador y la plantilla completan el trabajo de 'corte', si la fuerza es desigual, provocará un ajuste inadecuado, lo que fácilmente provocará espacios anormales entre el cortador y la plantilla, y luego conducirá a la producción de gránulos no calificados, como materiales de trefilado, materiales de relaves, materiales de cuerdas, materiales de piel de serpiente, etc. En casos severos, una granulación anormal hará que el material de la unidad falle 'envolviéndose alrededor del cuchillo', e incluso un 'enema'. (Es decir, el material fundido llena las tuberías de transporte ascendentes y descendentes sin peletizar, y bloquea las tuberías de transporte de peletización después del enfriamiento y la solidificación) accidentes.
Una vez que la unidad presenta fallas anormales, como por ejemplo que se enreden los cuchillos, la unidad se vuelve más difícil de manejar. A veces se necesitan varios días para limpiar y dragar completamente la tubería de transporte de pellets. A veces, el tiempo de inactividad de la unidad se prolonga debido al reemplazo de plantillas y cortadores, lo que provoca aún más fluctuaciones en la producción y afecta el rendimiento del dispositivo. Por otro lado, bajo tensión anormal a largo plazo, el desgaste del cortador y la plantilla también aumentará, afectando seriamente la vida útil del cortador y la plantilla.
2 Principio del sistema de aceite hidráulico para el equilibrio de la retracción de la herramienta.
Cuando la unidad de granulación por extrusión funciona normalmente, las fuerzas entre el cortador y la plantilla son complejas y en su mayoría variables. Por ejemplo, cuando el material de resina fundida se extruye desde el orificio de la plantilla, la presión positiva sobre el cortador aumentará con el aumento de la carga de producción y, al mismo tiempo, aumentará con el aumento del coeficiente de viscosidad de el material de resina. El coeficiente de viscosidad está relacionado con la velocidad del tornillo, la forma del tornillo, la temperatura del material de resina y el índice de fusión del material de resina. En el proceso de producción real, a menudo solo cambian la temperatura del material de resina, el índice de fusión del material de resina y la carga de producción. Por lo tanto, cuando estos tres parámetros cambian, la presión de descarga de la plantilla de la sección de extrusión del barril cambiará en consecuencia. La presión del aceite de alimentación establecida por el sistema de alimentación es un valor fijo que sólo puede compensar el desgaste normal de la cortadora de forma limitada. Cuando aumenta la presión de descarga, la cuchilla a menudo retrocede y se produce una gran cantidad de productos defectuosos. En casos severos, hará que el cortador se enrede.
Para resolver los problemas anteriores, se debe introducir una nueva fuerza de equilibrio en el eje de alimentación del peletizador, que pueda calcular y compensar de manera instantánea y efectiva la fuerza en la alimentación o retracción del cortador y, por otro lado, pueda equilibrar la fuerza de propulsión de el sistema de alimentación de acuerdo con las condiciones de fuerza del cortador en diferentes condiciones de trabajo, de modo que el cortador siempre mantenga un estado de trabajo de presión ligeramente positiva en la plantilla, lo que no solo puede mejorar la calidad del producto, sino también reducir la pérdida de piezas de desgaste, y al mismo tiempo reducir el número de paradas por falla de la unidad.
A través del análisis de fuerza del alimentador, para asegurar la fuerza equilibrada sobre el cortador, se debe agregar una fuerza inversa al sistema de alimentación del cortador, lo cual se logra agregando un retractor adicional.
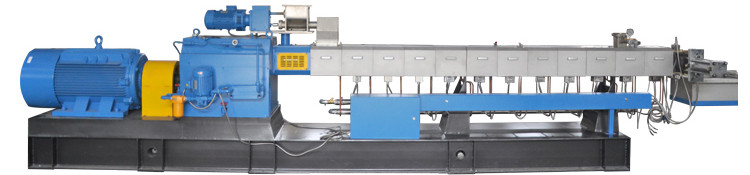
3 Mejora in situ del sistema de aceite hidráulico para el equilibrio de retracción de herramientas
El método de mejora específico consiste en instalar dos retractores de cuchillas a ambos lados del cuerpo del peletizador. Instale un sistema de equilibrio del retractor de cuchillas debajo de la unidad, conecte el sistema al aire de instrumentos como fuente de energía y agregue un indicador de diferencia de presión con transmisión remota entre el circuito de aceite hidráulico del alimentador y el circuito de aceite hidráulico del retractor de cuchillas. Introduzca la presión del aceite hidráulico del alimentador, la presión del aceite hidráulico del retractor de cuchillas, la diferencia de presión y otras señales en el gabinete de control de instrumentos, y configúrelas e instálelas en el sistema de control de la unidad. El alimentador y el retractor de cuchillas son controlados por la válvula de control neumática y la señal de control se introduce en el gabinete de control del instrumento. En este punto, todo el equipo está instalado.
4 Ajuste automático de la presión del aceite en el sistema de equilibrio de retracción de la herramienta.
Después de filtrar y reducir la presión, el aire de instrumentos de aproximadamente 0,2 MPa se envía al cilindro de aceite hidráulico. La presión del aire en el cilindro de aceite hidráulico se ajusta inicialmente a través del regulador de amortiguación. En este momento, el aire del instrumento empuja el pistón del cilindro de aceite hidráulico para realizar el trabajo y entrega el aceite hidráulico al retractor. La presión del aceite hidráulico entregada al retractor se puede leer en el valor de salida del sensor de presión.
El retractor de cuchilla se fija al soporte del cuerpo del peletizador mediante pernos de fijación. Cuando el aceite hidráulico ingresa al retractor de cuchilla, el resorte del retractor de cuchilla se comprime para ejercer una fuerza sobre el eje de alimentación en la dirección opuesta al eje de alimentación. El manómetro diferencial con señal remota toma presión de un punto de la tubería de aceite hidráulico del retractor de cuchillas en un extremo y de un punto de la tubería de aceite hidráulico del retractor de cuchillas en el otro extremo. El manómetro diferencial puede medir con precisión el valor de presión diferencial de los dos puntos de presión y transmitirlo al sistema de control. El sistema de control emite juicios basándose en la señal de presión diferencial recopilada. Cuando el valor de presión diferencial es demasiado alto o demasiado bajo, puede activar la alarma de la unidad y el interruptor de bloqueo.
El operador puede obtener el valor de diferencia de presión desde la estación de operación y ajustar el valor de ajuste de presión de aceite de la cuchilla del alimentador y el retractor a tiempo de acuerdo con el índice de fusión de la resina de producción, la temperatura de la sección de extrusión y la carga de producción. , para garantizar que la indicación de diferencia de presión del eje de alimentación de la unidad sea el valor especificado.
El método de operación específico es: cuando el valor de la diferencia de presión aumenta, demuestra que la presión del material de resina en el eje de alimentación disminuye. En este momento, aumenta la presión del eje de alimentación sobre la plantilla. La presión del aceite hidráulico del eyector debe aumentarse sincrónicamente para equilibrar la presión del eje de alimentación, de modo que la diferencia de presión se reduzca al valor de diferencia de presión original y se complete el ajuste inverso; cuando el valor de la diferencia de presión disminuye, significa que aumenta la fuerza inversa del material de resina sobre el eje de alimentación. En este momento, es necesario reducir la presión del aceite hidráulico del eyector a tiempo para aumentar la diferencia de presión al valor original y completar el ajuste hacia adelante. Cuando el valor de la diferencia de presión aumenta o disminuye repentinamente hasta el valor de enclavamiento, también puede activar el apagado de enclavamiento de la sección de extrusión de la unidad para garantizar que el eje de alimentación no se enrede con el material debido a la expulsión de la cuchilla, o El cortador y la plantilla no se dañarán debido a una presión excesiva.
El sistema de alimentación mejorado ha reducido significativamente el número de paradas de la unidad y ha mejorado la capacidad del equipo para funcionar sin problemas durante un largo período de tiempo. El muestreo y análisis en línea de las partículas terminadas antes y después de la mejora mostraron que la apariencia de las partículas mejoró significativamente en comparación con antes.
NANJING HAISI es un fabricante profesional de extrusoras de plástico, suministramos extrusoras de doble husillo, extrusoras de un solo husillo, extrusoras de reciclaje de plástico, extrusoras de dos etapas, extrusoras a escala de laboratorio, máquinas mezcladoras y de alimentación, máquinas de enfriamiento y peletización, máquinas trituradoras, etc.