Vistas:0 Autor:Editor del sitio Hora de publicación: 2026-04-09 Origen:Sitio
En la industria del reciclaje de plástico, una máquina peletizadora opera en condiciones extremas: soporta altas temperaturas, una presión inmensa y cargas pesadas y continuas. Sin un protocolo de mantenimiento estricto, el desgaste del equipo no solo degradará la calidad de los pellets reciclados, sino que también provocará costosos tiempos de inactividad de la máquina.
Para garantizar que su línea de granulación funcione con la máxima eficiencia, Nanjing Haisi Extrusion ha desarrollado un sistema integral de mantenimiento y cuidado de 5 pasos diseñado específicamente para peletizadores de plástico de alto rendimiento.
01. Estandarización de las operaciones diarias
1. Inspección previa a la puesta en marcha
Sistema mecánico: Verifique que el tornillo del extrusor, el cilindro, el cabezal del troquel y el cortador del peletizador estén instalados de forma segura, sin piezas sueltas ni obstrucciones. Verifique la tensión de las correas de transmisión y la alineación coaxial de los acoplamientos.
Sistema eléctrico: Pruebe los botones de parada de emergencia, los controladores de temperatura y los sensores. Asegúrese de que los cables estén intactos, que el equipo esté conectado a tierra de manera confiable y que el suministro de energía sea estable (p. ej., trifásico 380 V ±10 %).
Sistemas auxiliares: asegúrese de que las tuberías de calefacción y refrigeración estén despejadas. Verifique los niveles de lubricación (por ejemplo, aplique grasa a base de litio a los cojinetes cada dos semanas). Confirme que las escamas de plástico en bruto cumplan con los requisitos del proceso (contenido de humedad estrictamente ≤0,5%).
Equipo de seguridad: asegúrese de que todos los protectores de seguridad estén colocados, que el área operativa esté libre de obstáculos y que los extintores sean accesibles.
2. Monitoreo Operacional
Durante el proceso de granulación, los operadores deben registrar parámetros críticos para evitar la degradación del material:
Temperatura del barril: La fluctuación debe ser mínima (≤±5°C).
Presión de fusión: No debe exceder el 80% de la presión máxima nominal.
Corriente del motor: debe permanecer por debajo del 90% de la corriente nominal.
Consejo práctico: si se producen aumentos repentinos, temperaturas anormales o tamaños de pellets irregulares, detenga la producción inmediatamente para limpiar los orificios del troquel o ajustar la separación del cortador.
3. Protocolo de apagado adecuado
Purgar y enfriar: deje de alimentar materia prima entre 5 y 10 minutos antes del apagado. Una vez que el cañón esté vacío, reduzca gradualmente las RPM del tornillo. Apague los calentadores pero mantenga el sistema de enfriamiento funcionando hasta que la temperatura del barril baje a ≤100°C.
Limpieza: Retire la placa de matriz y el cortador para limpiar inmediatamente los residuos de polímero fundido. Utilice agentes de limpieza especializados para el exterior de la máquina, apague la alimentación principal y cuelgue una etiqueta de 'Mantenimiento en curso'.
02. Implementación de un plan de mantenimiento periódico
1. Cheques mensuales
Eléctrico: Pruebe la resistencia de aislamiento (≥2MΩ), calibre los controladores de temperatura (error ≤±2°C) y limpie la acumulación de carbón en las bandas del calentador.
Hidráulico (Cambiadores de pantalla): Verifique la estabilidad de la presión del sistema (desviación ≤±0.5 MPa) y reemplace el filtro de aceite hidráulico cada 3 meses.
Lubricación (Caja de cambios): Para peletizadores nuevos, cambie el aceite de la caja de cambios después de las primeras 500 horas de funcionamiento. A partir de entonces, sustitúyalo cada 1.000 horas. Verifique los niveles de aceite mensualmente.
2. Revisión anual
Un desmontaje anual es crucial para los componentes centrales de extrusión:
Saque el tornillo e inspeccione el revestimiento del cañón en busca de desgaste. (El desgaste de holgura superior a 0,2 mm requiere atención).
Realice el equilibrio dinámico en el sistema de transmisión y ajuste la nivelación del equipo (desviación ≤0,1 mm/m).
Reemplace los cojinetes, los sellos y las bandas calefactoras desgastadas. Mantenga siempre un inventario estratégico de piezas de repuesto (por ejemplo, conserve al menos 2 juegos de cuchillas de peletizadora de repuesto).
03. Gestión de piezas de desgaste
1. Monitoreo de condición
Cuchillas del cortador del peletizador: revise los bordes de las cuchillas semanalmente. Si el desgaste supera los 0,5 mm, sustitúyalos inmediatamente. Mantenga el espacio entre las cuchillas giratorias y la cara del troquel estrictamente entre 0,1 y 0,2 mm para realizar cortes de pellets limpios.
Tornillo y cilindro: Mida la holgura mensualmente. Si el espacio supera los 0,3 mm, evalúelo para repararlo o reemplazarlo (la vida útil típica es de 1 a 2 años dependiendo de la abrasividad del plástico reciclado).
Placa de matriz: al limpiar los orificios de la matriz de extrusión, utilice siempre herramientas suaves como alambre de cobre o raspadores de latón para evitar rayar los canales de precisión.
2. Procedimientos de reemplazo estándar
Al reemplazar componentes críticos como una matriz de anillo de agua o un rotor cortador, siga siempre una secuencia de desmontaje estandarizada. Utilice polipastos de elevación adecuados para bridas y placas de matriz pesadas. Asegúrese de que todas las superficies de contacto estén completamente limpias de plástico degradado antes de volver a ensamblar y aplique el par de apriete previo correcto a todos los pernos.
04. Mejora de las medidas de seguridad
1. Seguridad del operador y del medio ambiente
EPP: Los operadores deben usar gafas de seguridad, guantes resistentes al calor, máscaras antipolvo y botas con punta de acero. Está estrictamente prohibido usar ropa holgada cerca de los ejes giratorios del extrusor.
Ventilación: Mantenga una excelente ventilación de la fábrica para evitar la acumulación de gases volátiles. Por ejemplo, durante el reciclaje de espuma EPS/EPE, asegúrese de que el baño de agua de enfriamiento para las hebras extruidas sea lo suficientemente largo (normalmente entre 1,1 y 1,7 metros).
2. Protección del equipo
Separación magnética: Siempre instale una tolva magnética fuerte o un removedor de hierro en línea en la zona de alimentación. Las impurezas metálicas son la principal causa de daños catastróficos en los tornillos y bloqueos de las matrices en las líneas de reciclaje.
Cuidado durante el tiempo de inactividad: si el peletizador está inactivo durante un período prolongado, cubra el tornillo, el cilindro y el troquel con aceite antioxidante para evitar la corrosión.
05. Mantenimiento de Procesos y Formulaciones
1. Control de temperatura de precisión
Establezca las temperaturas de la zona basándose estrictamente en la matriz polimérica. El precalentamiento debería tardar entre 40 y 60 minutos.
Reciclaje de PET: 220°C – 260°C
Reciclaje de PE: 160°C – 200°C
Consejo profesional: utilice un perfil de temperatura parabólico en las zonas del extrusor para garantizar una fusión completa sin causar degradación térmica localizada.
2. Preparación de Materia Prima
Clasificación y lavado: Separe estrictamente los plásticos por tipo de resina (PET, PE, PP) para evitar mezclas incompatibles, que arruinan las propiedades mecánicas de los pellets. Retire todas las etiquetas, tapas y anillos metálicos.
Aditivos: al granular residuos mixtos (p. ej., mezclas de PE/PP), utilice compatibilizadores como EPDM o EVA. La incorporación de antioxidantes y estabilizadores térmicos reducirá significativamente la degradación termooxidativa durante el proceso de extrusión, lo que dará como resultado pellets reciclados de mayor valor.
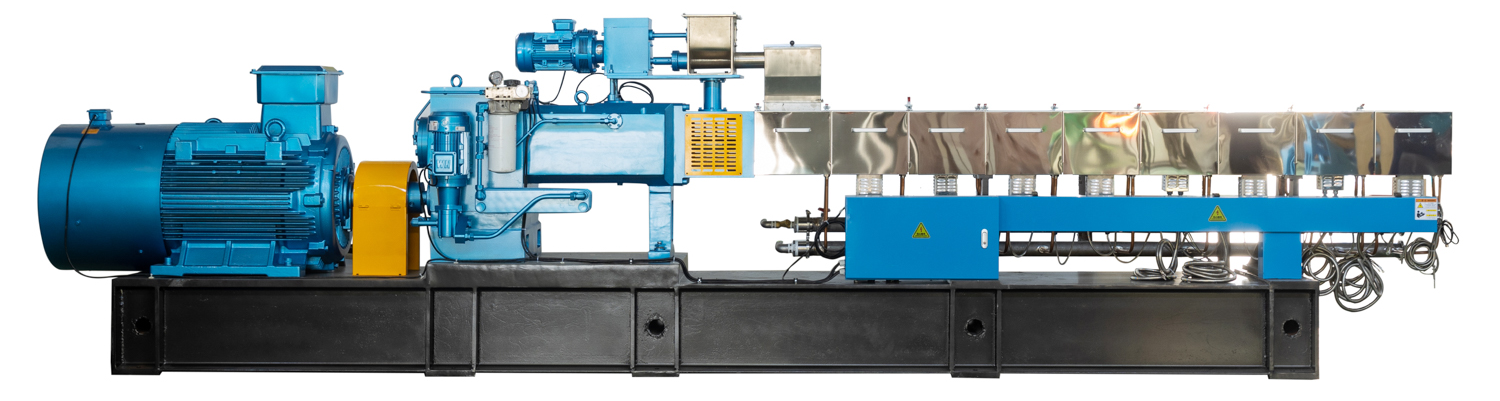
En Nanjing Haisi Extrusion Equipment Co., Ltd., creemos que una configuración de tornillo bien diseñada es la base de una línea de peletización rentable. Al hacer coincidir la geometría correcta con su material específico, ya sea PP, PS o plásticos de ingeniería, lo ayudamos a maximizar el rendimiento y lograr el más alto nivel de consistencia de los pellets.