Vistas:1 Autor:Editor del sitio Hora de publicación: 2023-10-05 Origen:Sitio
Ya conocemos los materiales TPE como compuestos i.ngredientes, que incluyen principalmente SEBS/SBS, plásticos, aceite de relleno, rellenos y otros aditivos.Los materiales relacionados, como el SEBS, son termoplásticos y tienen excelentes propiedades de procesamiento, entre los que se encuentra un importante proceso de procesamiento: la 'granulación'.
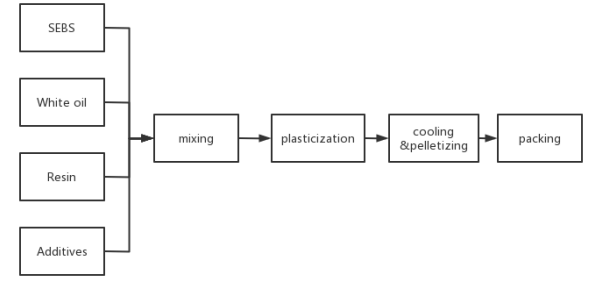
Proceso básico de granulación.
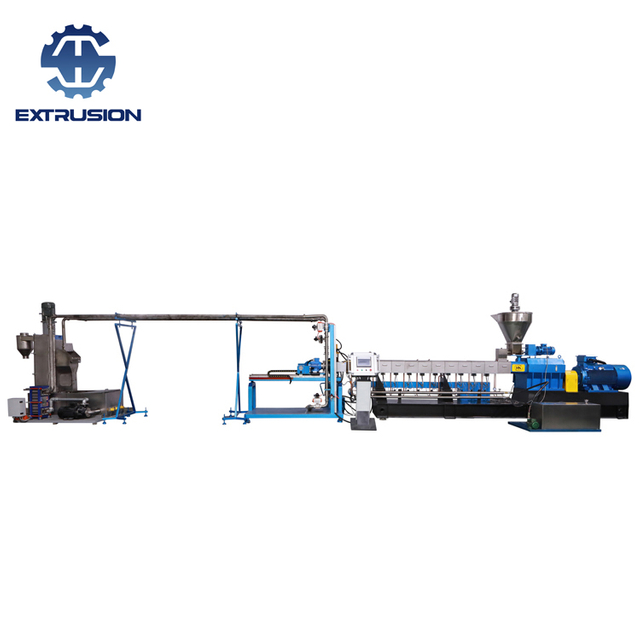
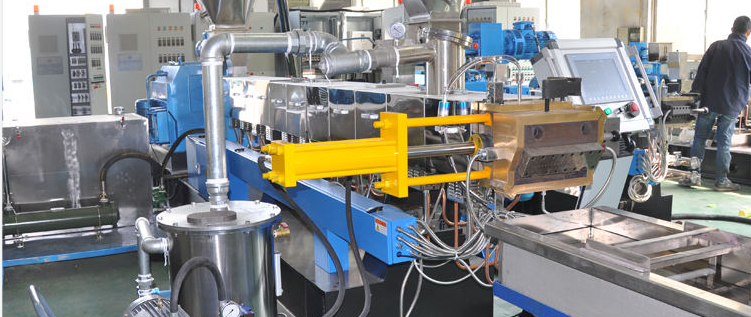
Antes de procesar y granular, se requiere un conjunto completo de equipos de granulación, que es la línea de producción de granulación TPE/TPR.Los componentes básicos incluyen equipos de mezcla, equipos de plastificación, equipos de enfriamiento, equipos de granulación y equipos de mezcla por lotes.


Los materiales TPE/TPR utilizan diferentes métodos de peletización para corresponder a diferentes líneas de producción de plastificación y granulación.
En la actualidad existen principalmente dos tipos: corte en frío y corte en caliente.
1.Método de corte en frío
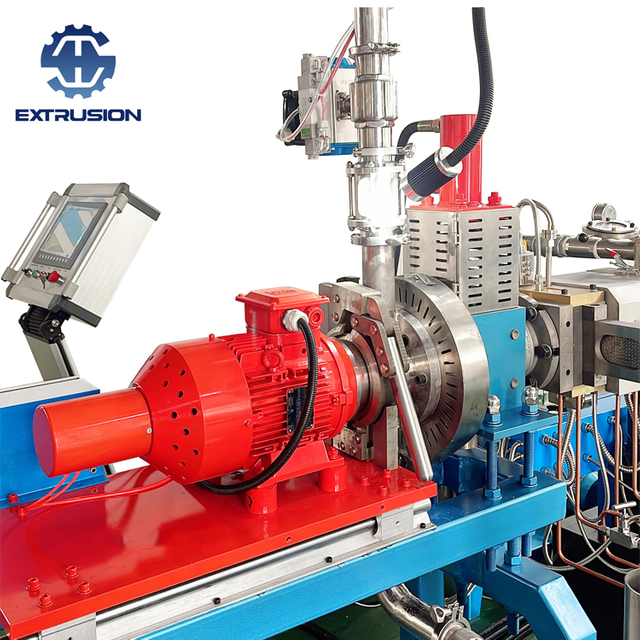
La extrusión de doble tornillo y el corte en frío es el método de granulación más común para el TPE termoplástico, y el equipo y el proceso son relativamente simples.La extrusora plastifica el material y lo extruye en barras redondas.Después de que las barras redondas se enfríen por aire o por agua, se cortan en partículas cilíndricas a través de un peletizador.
2.Método de corte en caliente
1) Corte frontal caliente con refrigeración por aire.Coloque el cortador giratorio firmemente contra la plantilla del cabezal de la máquina para cortar el material de barra redonda caliente extruido en gránulos.Para evitar que las partículas se adhieran, los pellets se enfrían soplando aire frío en la campana de granulación.
2) Peletización submarina.Una nueva tecnología para la granulación de TPE.El cabezal de la máquina y la cortadora funcionan con agua tibia circulante.
Las líneas de producción de peletización de TPE/TPR comunes incluyen 'peletización de hebras', 'peletización bajo el agua' y 'peletización de anillos de agua'.
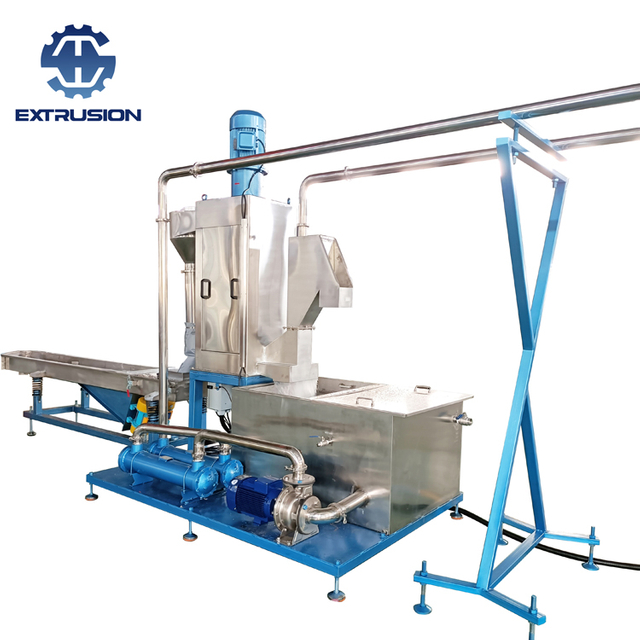
Las partículas son generalmente cilíndricas y el equipo de granulación en frío de hebras consta de un cabezal de granulación, un tanque de agua de refrigeración, un peletizador de hebras, un soplador de aire, etc.

Las partículas tienen forma esférica o elíptica.Comienzan a granularse cuando se extruyen y se hinchan.Se compone principalmente de un cabezal peletizador submarino, un sistema de circulación de agua caliente, un sistema de separación, un dispositivo de cribado, etc.

Las partículas tienen forma elíptica.Consiste en un cabezal peletizador de anillo de agua, un sistema de circulación de agua caliente, un sistema de separación, un sistema de cribado y otras partes, que son similares a la peletización submarina anterior.

Nanjing Haisi Extrusion Equipment Co., Ltd. puede personalizar la extrusora de doble tornillo y el equipo auxiliar según sus necesidades.
Si las empresas de granulación quieren obtener productos cualificados, además de fórmulas y equipos, la tecnología de procesamiento también es un factor de influencia clave.Los procesos adecuados pueden promover el rendimiento de las partículas y, a la inversa, reducir el rendimiento de varios aspectos del material.
1. Temperatura
La temperatura tiene un impacto significativo en el rendimiento de la extrusión de TPE: puede reducir la viscosidad de la masa fundida, mejorar la fluidez de la masa fundida, reducir el consumo de energía de la extrusora y aumentar adecuadamente la velocidad del tornillo sin afectar el efecto de plastificación de la mezcla de materiales, lo que favorece la mejora de la resistencia, el brillo y la transparencia. del producto final.Sin embargo, si la temperatura de fusión es demasiado alta, el tocho extruido producirá fácilmente su propio fenómeno de hundimiento de peso, lo que dará como resultado un espesor de pared longitudinal desigual del tocho.
Ajuste de la temperatura del extrusor: bajo la premisa de que el tocho liso y uniforme se puede extruir sin sobrecargar el sistema de transmisión, para garantizar que el tocho tenga una alta resistencia al fundido, se debe utilizar una temperatura de calentamiento más baja tanto como sea posible.
2. Presión de fusión
La presión de fusión del cabezal de la máquina debe ser uniforme.Aumentar adecuadamente la presión de fusión en la extrusora puede hacer que el material se mezcle uniformemente y estabilizar el rendimiento del preformado y del producto final.Para controlar la presión de extrusión de la masa fundida, se puede instalar un instrumento de medición de la presión de la masa fundida en la sección de descarga de la extrusora.
3. Velocidad de transporte del material fundido
Si la velocidad de transporte de la masa fundida es grande, la extrusora extruye una gran cantidad y se mejora la velocidad de transporte de la masa fundida, lo que puede mejorar el fenómeno de hundimiento por peso propio del parisón y aumentar el espesor de la pared del parisón.
4. Otros detalles del control del proceso.
A partir de los métodos de granulación anteriores, podemos saber que existen tres métodos principales de peletización de TPE/TPR; además del control anterior de la temperatura de la extrusora, la velocidad del tornillo y la presión de la masa fundida, los diferentes métodos de corte tienen vínculos de control correspondientes.También es necesario controlar la temperatura del agua de refrigeración, el sistema de refrigeración circulante, la velocidad de tracción, la velocidad de peletización, etc., para producir productos calificados de manera integral.