Vistas:5 Autor:Editor del sitio Hora de publicación: 2024-06-20 Origen:Sitio
Con el rápido desarrollo de la economía, la conciencia humana sobre la protección del medio ambiente y los requisitos de los productos ha mejorado continuamente.TPE (elastómero termoplástico) es un material con alta elasticidad, alta resistencia, alta resiliencia del caucho y puede moldearse por inyección.No es tóxico y es respetuoso con el medio ambiente, tiene una excelente colorabilidad, resistencia a la intemperie y a la temperatura, y tiene un excelente rendimiento de procesamiento.Puede reciclarse, recubrirse y unirse con materiales base como PP, PC, PS, ABS, etc., o puede moldearse solo.El TPE tiene tanto el rendimiento de procesamiento de los termoplásticos como las propiedades físicas del caucho vulcanizado.Es una combinación ventajosa de las ventajas del plástico y el caucho.Proporcionar a los clientes una fórmula de material TPE con precio bajo, alta tasa de rendimiento y excelente rendimiento siempre ha sido el objetivo principal de los fabricantes de granulación de TPE.
Como todos sabemos, la fórmula básica de los materiales TPE incluye ingredientes: SEBS, aceite blanco, relleno y lubricante.El proceso básico de moldeo de materiales TPE es generalmente: poner SEBS en una mezcladora, llenarlo con aceite blanco y revolverlo, agregar PP, lubricante y relleno en la mezcladora después de una absorción suficiente de aceite, revolver uniformemente y luego agregar la mezcla al gemelo. -extrusora de tornillo para extrusión y granulación.
Por lo tanto, para obtener materiales TPE que cumplan con los requisitos de rendimiento de los clientes, la atención se centra en la fórmula del propio material TPE y la influencia del proceso de granulación.
Influencia de la fórmula del material.
1. Materia prima SEBS
SEBS es un copolímero tribloque lineal con poliestireno como segmento terminal y copolímero de etileno-buteno obtenido por hidrogenación de polibutadieno como bloque elástico medio.No contiene dobles enlaces insaturados y tiene buena estabilidad y resistencia al envejecimiento.El peso molecular y el contenido de estireno de diferentes grados de SEBS afectan directamente las propiedades mecánicas de los materiales TPE.Elegir un grado SEBS adecuado es la clave para el rendimiento de los materiales TPE.
2. Materia prima PP
El plástico de polipropileno PP tiene alta resistencia al impacto, propiedades mecánicas y tenacidad, y es resistente a la corrosión por una variedad de solventes orgánicos, ácidos y álcalis.Puede controlar la dureza, las propiedades mecánicas y las propiedades de procesamiento de los materiales TPE.El indicador importante para seleccionar PP es el índice de fusión del PP.Si el índice de fusión es demasiado bajo, afectará significativamente la plastificación del material y la superficie del producto será desigual y tendrá protuberancias.
En general, el precio del PP en polvo es más bajo que el del PP granulado y tiene mejor dispersabilidad.Sin embargo, la mezcla de PP y SEBS generalmente reduce la transparencia original de SEBS, excepto en algunos grados especiales;se utiliza a menudo en el sistema de formulación de PP y materiales de extrusión con bajos requisitos de transparencia.Si los requisitos de transparencia son altos, se debe seleccionar PP transparente de copolímero aleatorio, pero la cantidad de adición no debe ser demasiado.
3. Aceite de relleno
El aceite blanco es un producto de refinación de petróleo, incoloro, inodoro y no tóxico.Generalmente, los materiales TPE utilizan aceite blanco a base de parafina, que tiene mejor compatibilidad con SEBS.Si bien reduce el costo de los materiales TPE, también puede ajustar el rendimiento del procesamiento y la dureza del material.El aceite de relleno debe controlar estrictamente el valor aromático (CA) y la cantidad de relleno se puede seleccionar adecuadamente de acuerdo con los diferentes grados de SEBS.A medida que aumenta la cantidad de aceite de llenado, la resistencia mecánica del material disminuirá y la cantidad de llenado debe basarse en no escupir aceite como estándar básico;El aceite con alta viscosidad tiene una menor pérdida de propiedades mecánicas, pero también se reduce la suavidad de la superficie del producto.
4. Componentes de relleno y lubricante.
Los rellenos comunes incluyen carbonato de calcio, talco en polvo, etc., que no solo pueden reducir el costo de los materiales de TPE, sino que también afectan el procesamiento y las propiedades mecánicas de los materiales de TPE.Generalmente se selecciona polvo de calcio pesado con un tamaño de malla de 1000 o superior.La cantidad de calcio en polvo agregada afecta en gran medida la gravedad específica del material.Cuanto mayor sea la cantidad añadida, mayor será el peso específico.
Los lubricantes generalmente incluyen estearato de zinc, estearato de calcio, etc., que tienen buenos efectos de lubricación en el procesamiento de materiales y también pueden ajustar el brillo de la superficie de los materiales TPE.Se utiliza principalmente para reducir la fricción entre moléculas en estado fundido de macromoléculas.La cantidad general agregada es de 1 a 3 partes, que se pueden ajustar específicamente.
Influencia de la tecnología de procesamiento.
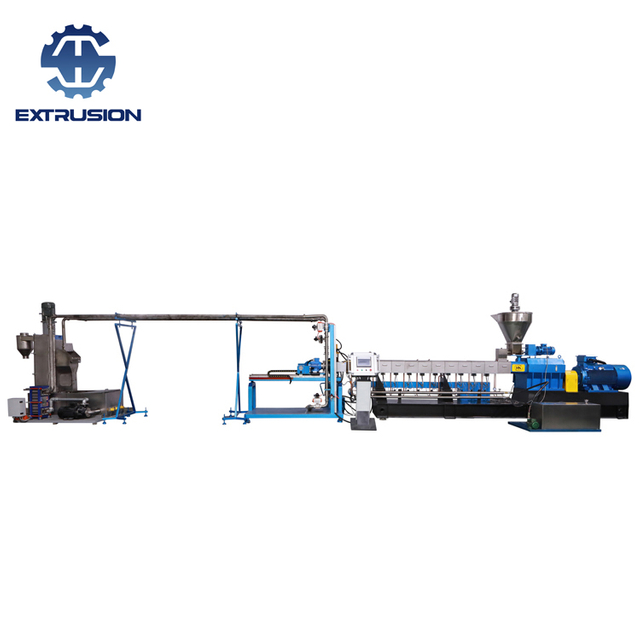
El método de mezcla de algunas fórmulas de materiales TPE mencionadas anteriormente generalmente requiere requisitos estrictos en cuanto al orden de mezcla y la temperatura de mezcla para garantizar la uniformidad de los ingredientes mezclados.En la actualidad, los materiales TPE generalmente necesitan pasar por el proceso de granulación, principalmente por las siguientes razones:
① Los gránulos son más convenientes de alimentar que los polvos y no se requiere alimentación forzada;
② Los gránulos son más densos que los polvos y la calidad del producto es mejor;
③ La materia volátil y el contenido de aire son menores y no es fácil que el producto produzca burbujas;
④ Es más fácil de dispersar usando masterbatch funcional que agregando directamente aditivos funcionales.
Por tanto, los diferentes procesos de granulación tienen una influencia importante en el rendimiento de los materiales TPE, incluyendo principalmente los siguientes aspectos:
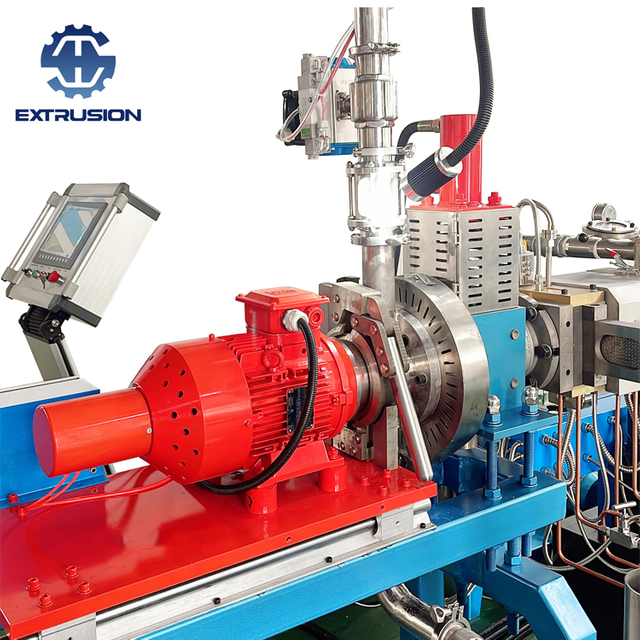
1. Temperatura
La temperatura tiene un efecto significativo en el rendimiento de extrusión y preformado del TPE: puede reducir la viscosidad de la masa fundida, mejorar la fluidez de la masa fundida, reducir el consumo de energía de la extrusora y aumentar adecuadamente la velocidad del tornillo sin afectar el efecto de mezcla y plastificación del TPE. el material, lo cual es beneficioso para mejorar la resistencia y el brillo del producto final, y es beneficioso para mejorar la transparencia del producto final.Sin embargo, si la temperatura de la masa fundida es demasiado alta, el parisón extruido se combará fácilmente debido a su propio peso, provocando un espesor de pared longitudinal desigual del parisón.Por lo tanto, la temperatura de calentamiento del extrusor debe establecerse de acuerdo con el siguiente principio, es decir, bajo la premisa de poder extruir un parisón suave y uniforme sin sobrecargar el sistema de transmisión, para asegurar que el parisón tenga una mayor fuerza de fusión, se debe utilizar una temperatura de calentamiento más baja tanto como sea posible.
2. Presión de fusión
La masa fundida que ingresa al troquel debe tener una presión uniforme.Aumentar adecuadamente la presión de la masa fundida en la extrusora puede hacer que la mezcla del material sea uniforme y estabilizar el rendimiento del preformado y del producto final.Para controlar la presión de extrusión de la masa fundida, se puede instalar un instrumento de medición de la presión de la masa fundida en la sección de descarga de la extrusora.
3. Velocidad de transporte del material fundido
Cuanto mayor sea la velocidad de transporte del material fundido, mayor será el volumen de extrusión de la extrusora.Aumentar la velocidad de transporte de la masa fundida puede mejorar el fenómeno de hundimiento del peso muerto de la preforma y aumentar el espesor de la pared de la preforma.
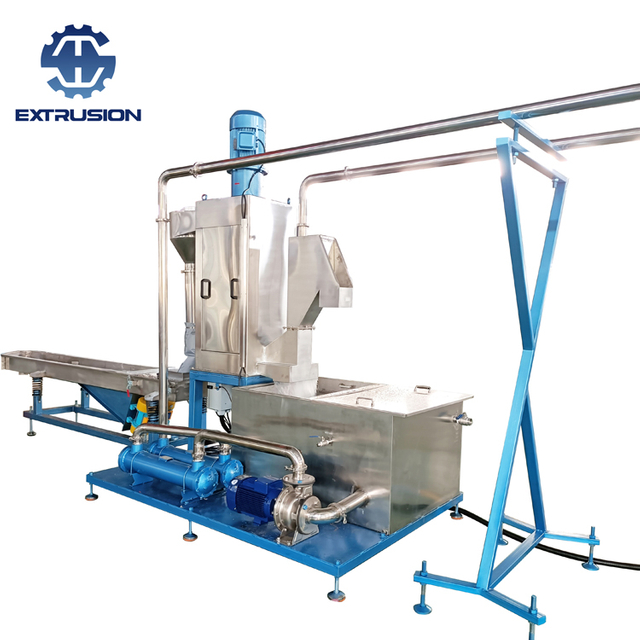
Además del proceso de extrusión, el proceso de granulación también tiene un impacto relativamente grande en el producto.En la actualidad, se divide principalmente en corte en frío y corte en caliente.
Método de corte en frío
1. Corte en frío de hojas extraíbles
El material que ha pasado por la amasadora o mezcladora interna es plastificado en láminas por la mezcladora abierta y luego peletizado.
2. Corte en frío de láminas de extrusión
El material amasado se plastifica mediante la extrusora, se extruye en láminas y luego se enfría con aire o de forma natural antes de ingresar al peletizador plano para su peletización.
3. Corte en frío por extrusión
El corte en frío por extrusión es el método de granulación más común para TPE termoplástico, y el equipo y el proceso son relativamente simples.La extrusora plastifica el material en tiras redondas para su extrusión.Después de que las tiras redondas se enfríen por aire o por agua, el peletizador las corta en gránulos cilíndricos.
Método de corte en caliente
1. Corte en seco y en caliente
El cortador giratorio se coloca cerca de la plantilla de matriz para cortar directamente el material de tira redonda caliente extruido en pellets.
2. Corte en caliente bajo el agua
Es una nueva tecnología para la granulación de poliolefina TPE.El troquel y la cortadora funcionan con agua tibia circulante.
3. Corte con aire caliente
El corte aéreo en caliente es similar al corte en caliente seco.Para evitar que los gránulos se peguen, se enfrían soplando aire frío o rociando agua tibia en la campana de peletización.
En resumen, desde la fórmula del material TPE hasta el proceso de granulación de TPE, creo que todos tienen una comprensión más profunda de los materiales TPE y pueden satisfacer mejor sus necesidades.
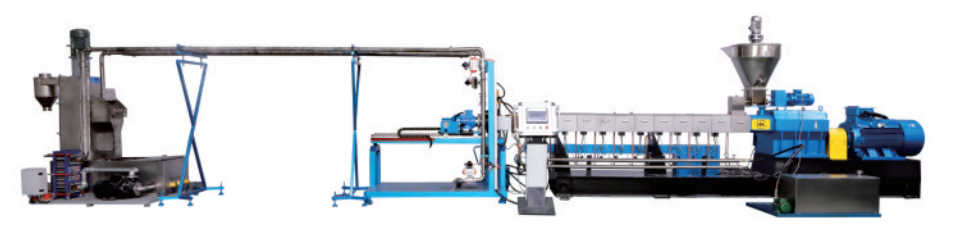
NANJING HAISI es un fabricante profesional de extrusoras de TPE, suministramos extrusoras de doble husillo, extrusoras de un solo husillo, extrusoras de reciclaje de plástico, extrusoras de dos etapas, maquinaria a escala de laboratorio, máquinas mezcladoras y de alimentación, máquinas de enfriamiento y peletización, máquinas trituradoras, etc.