Vistas:4 Autor:Editor del sitio Hora de publicación: 2023-12-21 Origen:Sitio
Las extrusoras de doble husillo se desarrollan sobre la base de las extrusoras de un solo husillo.Debido a su excelente rendimiento de alimentación, mezclado y plastificación, rendimiento de escape y estabilidad de extrusión, se han utilizado ampliamente en el moldeo y procesamiento de productos extruidos.Entonces, ¿cuáles son las ventajas y diferencias entre las extrusoras de un solo tornillo y de dos tornillos?
01 Introducción y aplicación de la extrusora de un solo tornillo
(1) Introducción a la extrusora de un solo tornillo
Como sugiere el nombre, una extrusora de un solo tornillo significa que hay un tornillo dentro del cilindro.Generalmente, la longitud efectiva se divide en tres secciones, que se determinan en función del diámetro, paso y profundidad del tornillo.Generalmente, cada sección se divide en un tercio.
La primera sección: comenzando desde el último hilo de la salida del material, se llama sección de transporte.En este caso, el material no debe plastificarse, sino precalentarse y compactarse bajo presión.En el pasado, la antigua teoría de la extrusión creía que el material aquí era un cuerpo suelto.Más tarde, se demostró que el material aquí era en realidad un tapón sólido, lo que significa que después de ser comprimido, era sólido como un tapón.Por tanto, mientras se completara la tarea de transporte, su función era completarla.
Sección 2: Sección de compresión.El volumen de esta ranura del tornillo disminuye gradualmente de grande a pequeño y la temperatura debe alcanzar el grado de plastificación del material.Aquí se produce la compresión (del volumen de la sección de transporte a 3, que se puede comprimir al volumen 1, lo que se denomina relación de compresión del tornillo -3:1, y algunas máquinas también tienen valores diferentes), y el material que se completa la plastificación entra en la tercera sección.
Tercer párrafo: Apartado de medición.El material mantiene aquí una temperatura de plastificación y transporta el material fundido con la misma precisión y cantidad que la bomba dosificadora para alimentar el cabezal de la máquina.En este momento, la temperatura no puede ser inferior a la temperatura de plastificación, normalmente ligeramente superior.
(2) Aplicación de extrusora de un solo tornillo
Las extrusoras de un solo tornillo se utilizan principalmente para la extrusión de tubos, láminas, placas y perfiles, así como para la granulación de materiales parcialmente modificados.(3) Mantenimiento de la extrusora de un solo tornillo
① Debido a los altos requisitos del sistema de control eléctrico para la temperatura ambiental y la prevención de polvo, el sistema eléctrico debe separarse del sitio de producción y se deben instalar ventilación o ventiladores.Se recomienda colocar el gabinete de control eléctrico en una habitación sencilla, mantener la limpieza y ventilación interior y asegurarse de que la temperatura interior no supere los 40 ℃.
② No se permite que el extrusor de un solo tornillo funcione vacío para evitar que el tornillo y el cilindro rueden.Cuando el host comienza a estar inactivo, no se permite exceder los 100 r/min;Al arrancar el motor principal, comience primero a baja velocidad.Después de arrancar el motor principal, verifique si hay sonidos anormales y luego aumente lentamente la velocidad del motor principal hasta dentro del rango permitido del proceso (es mejor ajustarlo al estado óptimo).Cuando la nueva máquina está funcionando, la carga actual debe estar entre el 60% y el 70%, y es mejor no exceder el 90% durante el uso normal.Atención: Si se produce un ruido anormal durante el funcionamiento del extrusor, se debe detener inmediatamente para su inspección o reparación.
③ Encienda la bomba de aceite primero al arrancar y luego apáguela después de apagarla;La bomba de agua debe permanecer en condiciones de funcionamiento durante todo el proceso de producción, y el funcionamiento de la bomba de agua no debe detenerse para evitar que el aumento de temperatura del cilindro de la máquina provoque la descomposición y carbonización de los materiales dentro del cilindro de la máquina;La cubierta del ventilador de asbesto del ventilador del motor principal debe limpiarse periódicamente para evitar la adhesión excesiva de polvo y el bloqueo de la cubierta del ventilador, lo que puede causar una disipación de calor insuficiente del motor y provocar disparos debido al sobrecalentamiento.
④ Limpie oportunamente el polvo, las herramientas y los residuos de la superficie de la unidad.
⑤ Evite estrictamente que caigan metales u otros desechos en la tolva para evitar dañar el tornillo y el cilindro.Para evitar que entren restos de hierro en el barril, se pueden instalar componentes magnéticos o rejillas magnéticas en el puerto de alimentación del barril para evitar que caigan restos.El material debe ser examinado previamente.
⑥ Preste atención a la limpieza del entorno de producción y no permita que la basura y las impurezas se mezclen con los materiales para bloquear la placa del filtro, lo que afectará la producción del producto y aumentará la resistencia del cabezal de la máquina.
⑦ La caja de cambios debe usar el aceite lubricante especificado en el manual de la máquina y agregar aceite de acuerdo con la altura del nivel de aceite especificado.Si el nivel de aceite es demasiado bajo, una lubricación insuficiente reducirá la vida útil de las piezas;El exceso de aceite, la alta generación de calor, el alto consumo de energía y el fácil deterioro del aceite también pueden provocar fallas de lubricación y daños a las piezas.La parte de fuga de aceite de la caja de cambios debe reemplazarse con una junta de sellado (anillo) de manera oportuna para garantizar la cantidad de aceite lubricante.
02 Introducción y aplicación de la extrusora de doble tornillo
(1) Introducción a la extrusora de doble tornillo
Existen varios tipos de extrusoras de doble tornillo, que se pueden dividir en dos categorías: con malla y sin malla.Las extrusoras de doble tornillo de malla también se pueden dividir en dos categorías: co-rotación y contra-rotación.
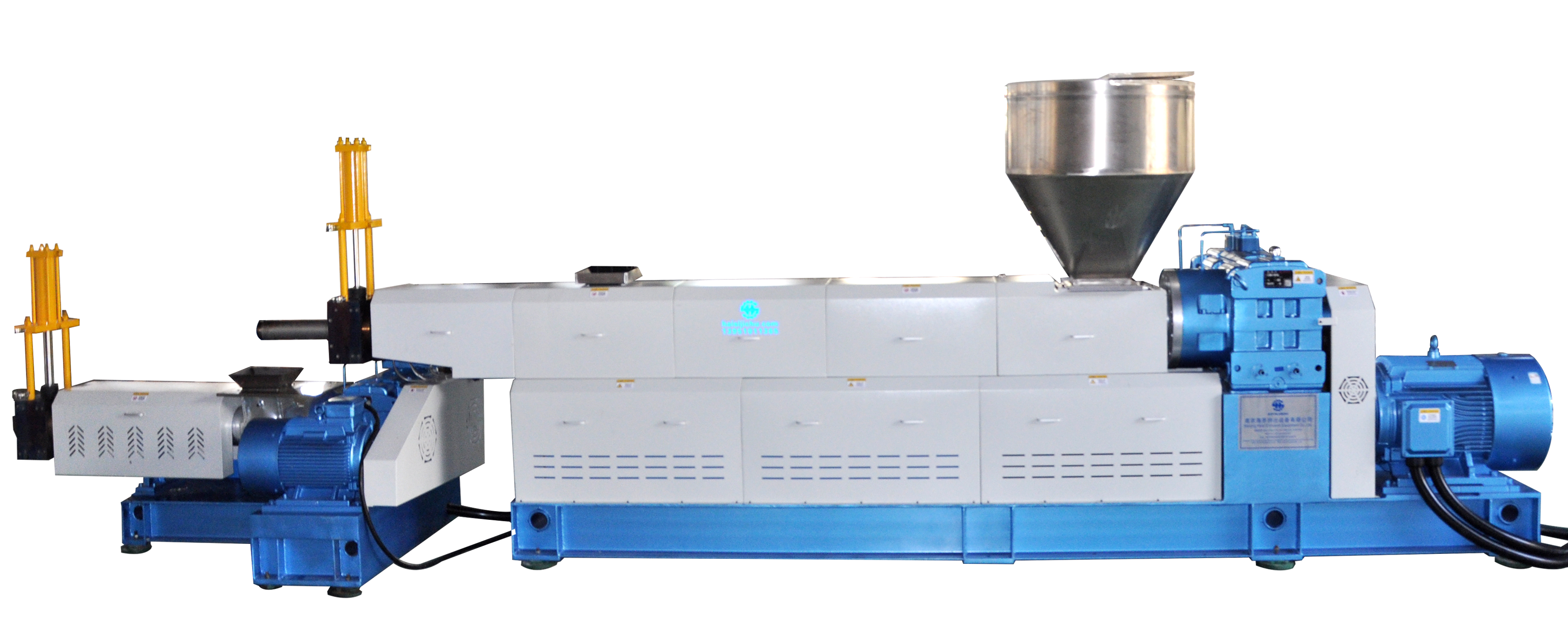
La extrusora de doble tornillo incluye los siguientes sistemas múltiples, y el sistema de tornillo completa principalmente el proceso de plastificación y transporte de materiales, lo que tiene un impacto significativo en el rendimiento y la calidad del producto terminado.
① Sistema de alimentación: incluye tolva, motor de mezcla y motor de alimentación.Puede evitar la acumulación de material y facilitar su entrada suave al puerto de alimentación.
② Sistema de calefacción externo: utiliza principalmente varillas calefactoras y cilindros para calentar materiales de manera eficiente y promover la plastificación.
③ Sistema de refrigeración: se utiliza un sistema de intercambio de calor compuesto de aceite térmico o agua para reducir el calor del cuerpo, controlando así eficazmente la temperatura del cilindro.
④ Sistema de cambio de malla hidráulico: utilice mallas de filtro reemplazables para interceptar impurezas, mejorar la plastificación y garantizar la uniformidad y estabilidad de la calidad de los materiales producidos.
⑤ Sistema de vacío: extrae la humedad y otras sustancias volátiles de bajo peso molecular del material.
⑥ Sistema de control eléctrico: responsable de monitorear y controlar los equipos relevantes de los sistemas de materiales principales y auxiliares.
⑦ Sistema de tornillo: el componente más importante de una extrusora, que se puede dividir en una sección de transporte, una sección de fusión (puerto de escape), una sección de plastificación (puerto de vacío) y una sección de descarga.
(2) Segmentación de la extrusora de doble tornillo
El sistema de tornillo de una extrusora de doble tornillo paralelo generalmente se divide en cuatro secciones: sección de transporte, sección de fusión (puerto de escape), sección de plastificación (puerto de vacío) y sección de descarga.
① Sección de transporte: se utiliza para transportar materiales y evitar el reflujo.
② Sección de fusión: esta sección permite que el material se funda y mezcle completamente mediante conducción de calor y cizallamiento por fricción.
③ Sección de plastificación: fundir y mezclar aún más los distintos componentes del material, con la función de distribución y mezcla de dispersión.
④ Sección de descarga: Transporte y presurización, formando una cierta presión para hacer que el material sea más apretado y mezclando aún más para lograr el propósito de granulación por extrusión.
(3) Elemento transportador
① Los tipos se dividen en: plomo grande y plomo pequeño.
② Efecto del uso de plomo: cuanto más plomo, mayor será la cantidad de extrusión del tornillo, más corto será el tiempo de residencia del material y más débil será la capacidad de mezcla del material.
③ El método habitual para utilizar plomo pequeño es reducirlo gradualmente en combinación y utilizarlo en la sección de transporte, la sección de fusión y la sección de plastificación para aumentar la presión y mejorar la fusión;Mejorar el grado de homogeneización de la mezcla y la estabilidad de la capacidad de transporte.
(4) Elemento cortante
① Clasificación de dirección: hay direcciones de avance y retroceso.Positivo, promoviendo el flujo de materiales y cumpliendo sus funciones;La rotación inversa, también conocida como rotación inversa, tiene un efecto de reflujo en el transporte de materiales, prolonga el tiempo de residencia de los materiales, mejora la capacidad de plastificación y mejora el efecto de mezcla.
② Clasificación de ángulos: generalmente dividido en 30 °, 45 °, 60 ° y 90 °.
③ Función y efecto: cuando está en la dirección positiva, aumenta el ángulo escalonado, reduce la capacidad de transporte, extiende el tiempo de residencia y mejora el grado de plastificación.Para la dispersión, cuanto mayor sea el ángulo, más evidente será el efecto;La mezcla de dispersión generalmente es mejor en un ángulo de 45°, seguido de 30° y peor en 60°.
④ El efecto del recuento de personas.
En la dirección de avance, cuantos menos cabezales, mayor será la capacidad de extrusión y transporte, mayor será el par y mejor será el efecto de mezcla, pero menor será el efecto de cizallamiento;Al revés, cuantos menos cabezales, menor será la capacidad de transporte de extrusión y mejor será el efecto de mezcla.

03 Diferencias entre extrusoras de uno y dos tornillos
A continuación, comprendamos detalladamente las diferencias entre estas dos extrusoras en términos de precio, operatividad, tornillos y otros aspectos.
(1) Extrusora de un solo tornillo con precio más bajo
La extrusora de un solo tornillo tiene una estructura simple y un precio bajo.
La estructura de doble tornillo es compleja y costosa.Las extrusoras de doble tornillo son aproximadamente el doble de caras que las extrusoras de un solo tornillo.Algunos pueden ser superiores, según el fabricante y el modelo.
(2) La fórmula de un solo tornillo es simple
Para las operaciones, la diferencia entre ambos no es muy significativa.Sin embargo, el proceso y la fórmula de una extrusora de un solo tornillo son relativamente simples, mientras que el proceso y la fórmula de una extrusora de doble tornillo son más complejos.
(3) Los tornillos gemelos se pueden combinar libremente con tornillos
Las roscas gemelas se pueden combinar libremente según la situación del material y el operador.El tornillo único es relativamente rígido y no se puede combinar con tornillos.
(4) El tornillo doble tiene mayor eficiencia
La extrusora de doble tornillo tiene una gran producción, una velocidad de extrusión rápida y un bajo consumo de energía por unidad de producción, mientras que la extrusora de un solo tornillo es inferior.La eficiencia de las extrusoras de doble tornillo es aproximadamente el doble que la de las extrusoras de un solo tornillo.Depende del fabricante y modelo.
(5) Mezcla de doble tornillo con fuerte capacidad plastificante
El tornillo único es adecuado para la extrusión plástica de polímeros y el procesamiento de extrusión de materiales granulares, como moldeo, soplado de películas, moldeo por inyección, etc., con una amplia gama de materiales utilizados.
La extrusora de doble tornillo tiene una excelente capacidad de mezcla y plastificación, lo que la hace más adecuada para la modificación de plástico.Y la extrusora de doble tornillo puede producir colores duales.
(6) Un solo tornillo para un fácil mantenimiento
En términos de mantenimiento, un solo tornillo es más sencillo que uno doble porque su estructura es relativamente simple y fácil de reparar.
(7) Mecanismo de transporte
El transporte de una extrusora de un solo tornillo depende principalmente de la fuerza de fricción generada entre el material y el cilindro.La extrusora de doble tornillo contrarrotante es una máquina transportadora hacia adelante, que tiene el efecto de forzar el material hacia adelante.Además, la extrusora de doble tornillo contrarrotante también tiene un efecto de corte sobre el material en la intersección de los dos tornillos.(Para extrusoras de doble tornillo contrarrotativas)
(8) Campo de velocidad
La distribución de velocidades en una extrusora de un solo tornillo es relativamente clara y fácil de describir, mientras que la situación en una extrusora de doble tornillo contrarrotante es bastante compleja y difícil de describir.Esto se debe principalmente a que el tornillo tiene una zona de engrane, y el flujo complejo que ocurre en la zona de engrane hace que tenga muchas ventajas, como una mezcla suficiente, una transferencia de calor uniforme, una fuerte capacidad de fusión y un buen rendimiento de escape.Sin embargo, es difícil analizar con precisión el estado del flujo en la zona de mallado.(Para extrusoras de doble tornillo contrarrotativas)
04 Ejemplos de aplicación
(1) Ejemplos de aplicación de extrusoras de doble tornillo
Granulación de retardantes de combustible reforzada con fibra de vidrio (como PA6, PA66, PET, PBT, PP, retardante de llama reforzado con PC, etc.), granulación de material de alto relleno (como PE, PP rellenos con 75% de CaCO3), granulación de material termosensible ( como PVC, material de cable XLPE), masterbatch de color grueso (como el relleno con un 50% de polvo de color), masterbatch antiestático, aleación, colorante, granulación de mezcla de bajo relleno, granulación de material de cable (como material de cubierta, material aislante), Granulación de material de tubería XLPE (como masterbatch utilizado para la reticulación con agua caliente), mezcla y extrusión de plástico termoestable (como resina fenólica, resina epoxi, recubrimiento en polvo), adhesivo termofusible, granulación por extrusión reactiva (como adhesivo termofusible EVA, poliuretano) , resina K, granulación por desvolatilización SBS, etc.
(2) Ejemplo de aplicación de extrusora de un solo tornillo
Adecuado para tuberías de PP-R, tuberías de gas de PE, tuberías reticuladas de PEX, tuberías compuestas de plástico de aluminio, tuberías de ABS, tuberías de PVC, tuberías con núcleo de silicio HDPE y diversas tuberías compuestas coextruidas;Adecuado para la extrusión de PVC, PET, PS, PP, PC y otros perfiles y placas, así como para la extrusión de otros plásticos diversos, como alambres y varillas;El ajuste de la velocidad del extrusor y el cambio de la estructura del tornillo de extrusión se pueden aplicar a la producción de diversos perfiles plásticos como PVC y poliolefinas.
NANJING HAISI es un fabricante profesional de extrusoras de doble husillo, extrusoras de un solo husillo, extrusoras de reciclaje de plástico, extrusoras de dos etapas, maquinaria a escala de laboratorio, máquinas mezcladoras y de alimentación, máquinas de enfriamiento y peletización, máquinas trituradoras, etc.









