Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-03-10 Origen:Sitio
Durante el proceso de pelea de TPE, el desbordamiento del material en el puerto de escape afecta la eficiencia de producción y la calidad del producto. A continuación se presentan las posibles causas y las medidas de prevención correspondientes:
1. Optimización de la configuración y ajustes del equipo
1.1 Velocidad de alimentación coincidente con la velocidad principal del extrusor
El transporte de material desigual en el tornillo puede causar desbordamiento del material.
La velocidad de alimentación y la velocidad del extrusor principal deben establecerse correctamente de acuerdo con las características de plastificación y extrusión de TPE. Asegurar que la velocidad de alimentación coincida con la velocidad principal del extrusor evite el transporte de material inconsistente en el tornillo.
1.2 Ajuste del espacio libre entre el tornillo y el barril
Verifique el espacio libre entre el tornillo y el barril para asegurarse de que sea apropiado. El espacio libre excesivo puede reducir la fuerza de corte, lo que lleva a la plastificación incompleta del material.
1.3 Instalación de elementos de transmisión inversa o bloques de activación inversa
Los elementos de transmisión inversa o los bloques de activación inversa deben instalarse cerca de la zona de vacío y el puerto de escape del tornillo para reducir la presión en el canal del tornillo y minimizar el desbordamiento del material.
2. Control de temperatura preciso
2.1 Evitar temperaturas de procesamiento excesivamente bajas o altas
Si la temperatura de procesamiento es demasiado baja, el material puede no estar completamente plastificado. Por el contrario, si la temperatura es demasiado alta, el material puede volverse demasiado fluido, lo que hace que el tornillo se deslice, los cuales pueden provocar el desbordamiento del material. La temperatura desde la zona de alimentación hasta la zona de escape natural debe establecerse en función de las características de plastificación y los requisitos de extrusión de TPE.
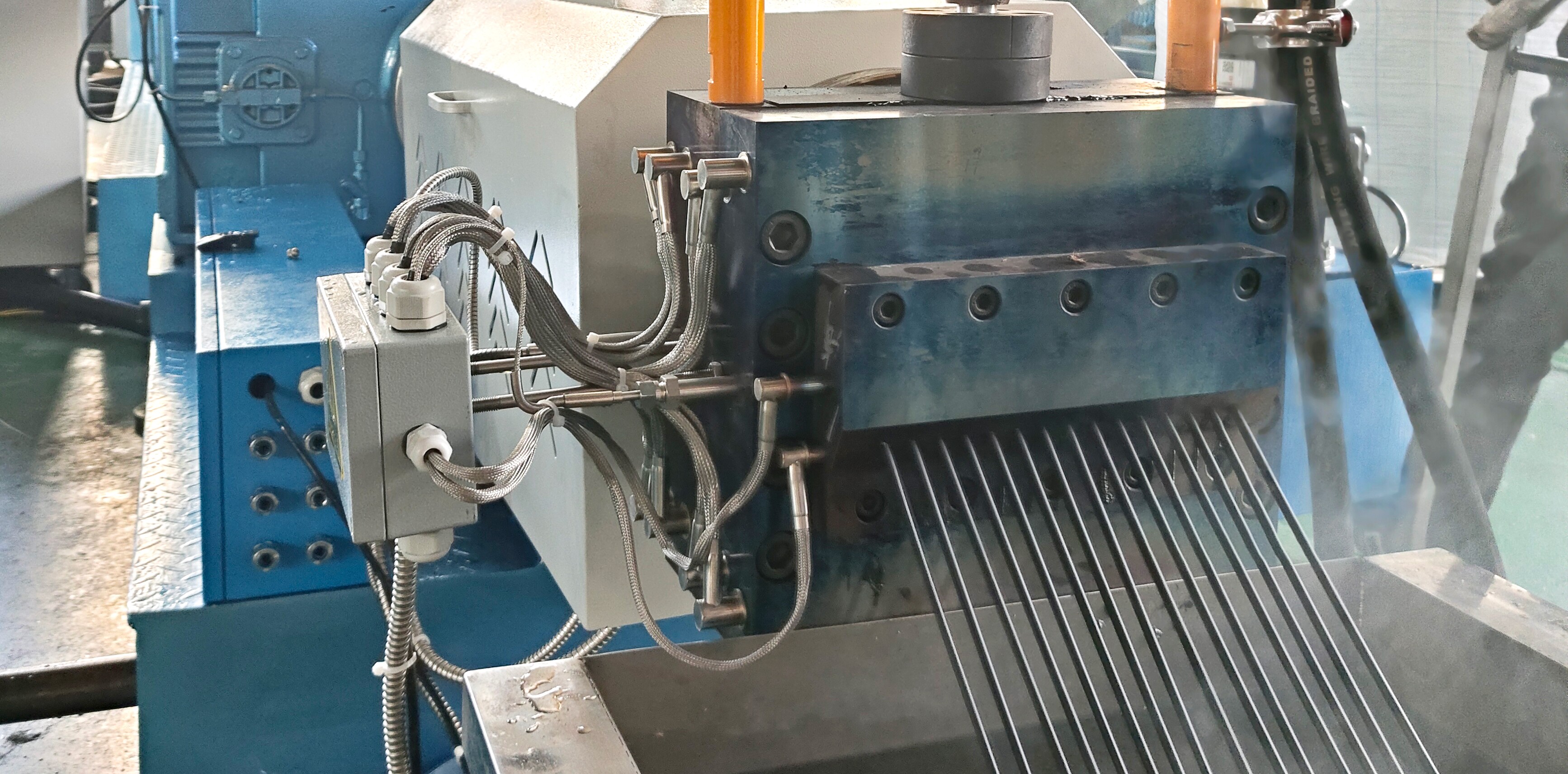
La temperatura de la cabeza del troquel es un factor clave que afecta la plastificación y la extrusión de TPE. Si la temperatura de la cabeza del troquel es demasiado baja, el material plastificado puede enfriarse y obstruir el troquel, lo que finalmente conduce al desbordamiento del material en el puerto de escape. Aumentar adecuadamente la temperatura del cabezal del dado puede ayudar a prevenir el desbordamiento.
3. Fortalecimiento de la gestión del filtro
3.1 reemplazar o limpiar regularmente el filtro
El filtro es un componente crucial de la máquina de pelea, responsable de filtrar impurezas y partículas no plásticas. Con el tiempo, el filtro puede obstruir, lo que lleva al desbordamiento del material en el puerto de escape.
Inspeccione regularmente la condición del filtro y reemplace de inmediato o limpie los filtros obstruidos.
3.2 Uso de filtros con tamaño de apertura apropiado
Seleccione filtros con tamaños de apertura adecuados para mejorar la eficiencia de la filtración y evitar la obstrucción, lo que puede contribuir al desbordamiento del material.
Al implementar estas estrategias de optimización, los fabricantes pueden reducir efectivamente el desbordamiento del material en el puerto de escape, asegurando la producción estable y los gránulos de TPE de alta calidad.
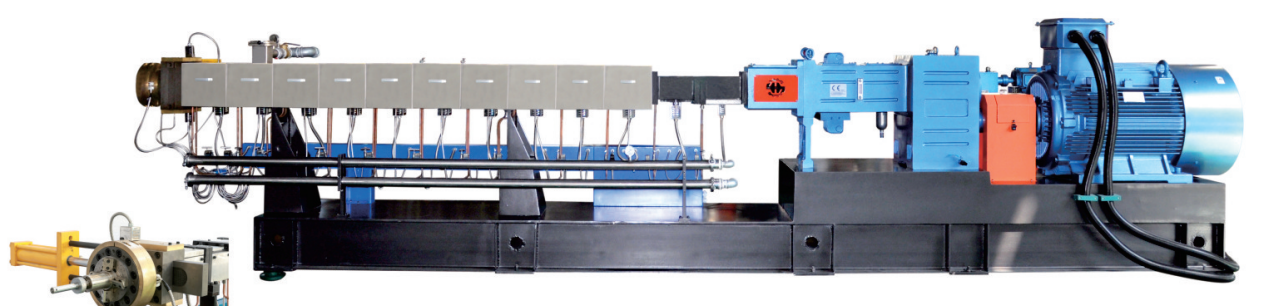
Nanjing Haisi es un fabricante profesional de la línea de pelea de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusor de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y pelea, máquina de trituración, etc.