Vistas:2 Autor:Editor del sitio Hora de publicación: 2025-05-12 Origen:Sitio
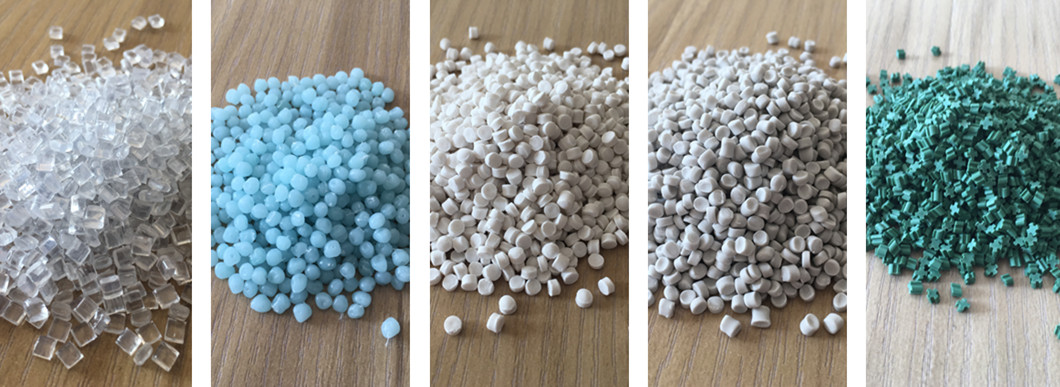
Con una competencia de mercado cada vez más intensa, el tamaño de pellets uniforme y las formas defectuosas mínimas se han convertido en indicadores clave de la calidad del producto. Como resultado, controlar la apariencia externa de gránulos de plástico es más crítico que nunca.
En la producción real, un problema común en los perdigones submarinos es el retorno de los pellets: después de que los hilos de poliéster son cortados por el peletizante, algunos gránulos pasan a través de las palas giratorias y estacionarias, y luego se tiran de regreso a la placa de la guía de flujo por los rodillos de tracción delantera y trasera. Estos gránulos se descargan nuevamente por agua, experimentando un segundo corte, lo que resulta en gránulos y multas de forma de forma más irregular, lo que finalmente reduce la calidad general del producto. El análisis muestra que el retorno de los pellets está influenciado por factores como el desbordamiento y el flujo de agua de agua de pulverización, el flujo de pulverización debajo del soporte de la cuchilla de transporte de agua, transmitiendo la temperatura del agua y la velocidad de flujo, el ángulo de rastrillo de la espalda y el espacio entre los rodillos de tracción.
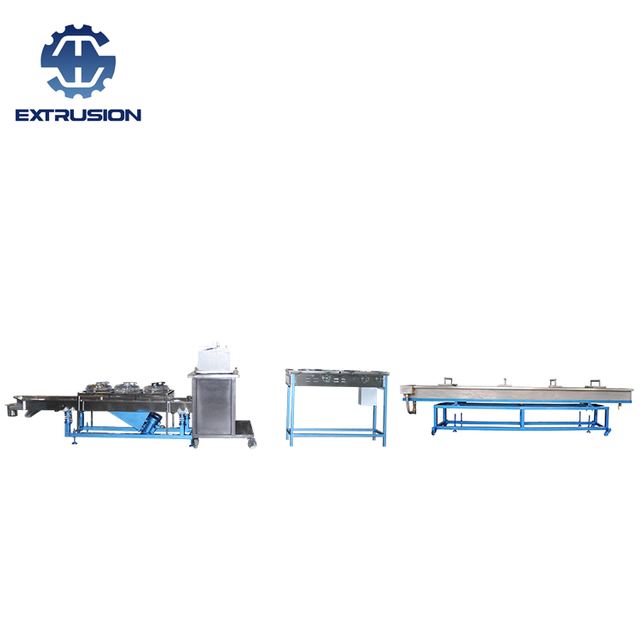
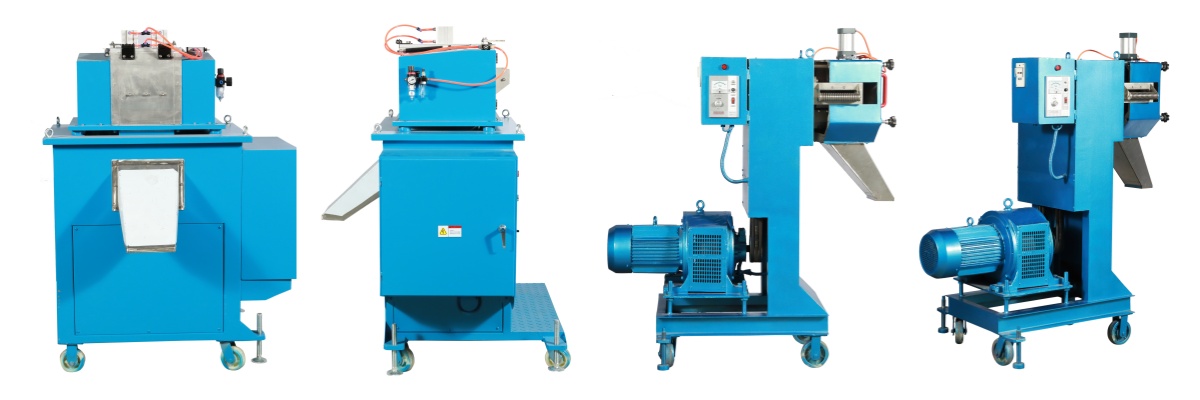
Descripción general del sistema de granos
El peletizante consiste en una cámara de corte, cabeza de troquel, placa de inicio, placa de guía, secadora y pantalla vibrante. Durante la operación, el polímero fundido se bombea a la cabeza del troquel, se extruye en hebras que fluyen hacia abajo a lo largo de una placa guía. Los hilos primero se enfrían con agua de desbordamiento y luego se enfrían aún más con agua de pulverización para endurecer rápidamente la superficie para un mejor corte. A medida que se acercan a la cámara de corte, algunos desbordados y rociar agua recirculan a través de un condensador de placa en el tanque de enfriamiento para su reutilización. El agua restante lleva los hilos a la cámara de corte, donde los rodillos de tracción delantero y trasero los alimentan en las cuchillas giratorias y estacionarias para cortar.
La transmisión de agua entra a través de una boquilla y se divide en dos corrientes: uno sonroja las cuchillas para mejorar el enfriamiento y la limpieza, mientras que la otra corriente transporta los gránulos cortados hacia abajo a la secadora, seguido de deshidratación, detección y embalaje.
Factor 01: Desbloque y rocíe el flujo de agua de agua
Si el desbordamiento y el flujo de agua del agua de pulverización son demasiado fuertes antes de llegar a la cámara de corte, la eficiencia de enfriamiento cae debido a la disminución del contacto de agua a lo largo de la placa de guía. Esto conduce al rebote de la temperatura de la cadena, un corte deficiente, una espada y, en última instancia, un retorno de pellets.
Solución: Reduzca la velocidad de retorno. Originalmente, utilizando un tubo de retorno de 50 mm, agregando una junta de cuello de 15 mm equilibra efectivamente el flujo de retorno y el contenido de agua de enfriamiento, reduciendo significativamente el retorno de pellets.
Factor 02: Flujo de pulverización debajo del soporte de la cuchilla de agua
En condiciones normales, el agua se divide en dos corrientes: uno sonroja las cuchillas de corte y los gránulos para garantizar la extracción y el enfriamiento oportunos; El otro transporta gránulos hacia abajo.
Problema: si la boquilla de pulverización está bloqueada o desalineada, o si la abertura de la válvula es demasiado pequeña, la presión de agua insuficiente evitará que los gránulos se eliminen de la cuchilla a tiempo. Pueden girar con la cuchilla en movimiento y caer más tarde, causando un corte secundario.
Factor 03: temperatura del agua y caudal
El transporte de agua juega un papel fundamental en el enfriamiento de pellets. Durante la extrusión, los hilos de poliéster tienen altas temperaturas internas. Mientras que la superficie externa se enfría con agua de desbordamiento y rociado, el núcleo interno permanece fundido.
Temperatura de agua demasiado alta → Centro fundido no se solidifica en el tiempo → pellets pegajosos → pegarse a las cuchillas → retorno de pellets.
Temperatura de agua demasiado baja → Endurecimiento excesivo → pellets quebradizos → Mayor desgaste de la herramienta y más multas.
Recomendación:
Invierno: temperatura del agua a 32–34 ° C
Verano: temperatura del agua a 30–32 ° C
Mantener el flujo de agua a alrededor de 15 m³/h
Factor 04: ángulo de rastrillo de espalda de cuchilla
Un hallazgo reciente muestra que reemplazar la cuchilla ayuda a resolver problemas de devolución de perdigones. Esto se debe a que el proveedor de la cuchilla a menudo regresa el borde y corrige los ángulos delanteros y traseros de la cuchilla. El ángulo de rastrillo posterior afecta significativamente el rendimiento de corte. Si el ángulo posterior de la cuchilla es incorrecto o se usan algunos dientes de la cuchilla, los gránulos no pueden separarse correctamente, girar con la cuchilla y luego regresar.
El retorno de los pellets puede servir como un indicador del desgaste de la cuchilla y el rendimiento.
Factor 05: Espacio entre los rodillos de tracción delantero y trasero
El hilo se transmite a la cámara de corte principalmente a través de la fricción desde los rodillos delanteros y traseros. Para la pelletización adecuada, los rodillos deben ejercer suficiente presión sobre el hilo. Si la brecha del rodillo es demasiado grande, el hilo puede fluctuar o no alimentarse constantemente, lo que resulta en gránulos desiguales y corte secundario.
Recomendación:
Mantener la brecha de rodillos a 1.2–2.0 mm
Asegúrese de que el espacio sea más pequeño que el grosor de la cadena menos la profundidad de compresión.
Si el tamaño del pellet es desigual o incluye tiras largas y formularios irregulares, verifique si el espaciado del rodillo es demasiado ancho. Si el tamaño del pellet es uniforme, el espacio de rodillos puede no ser la causa.
Nanjing Haisi es un fabricante profesional de pelotizer de plástico, suministramos una línea de extrusión de tornillo doble, línea de extrusión de tornillo único, línea de extrusión de reciclaje de plástico, línea de extrusión de dos etapas, línea de extrusión de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y pelea, máquina de trituración, etc.