Vistas:2 Autor:Editor del sitio Hora de publicación: 2025-07-07 Origen:Sitio
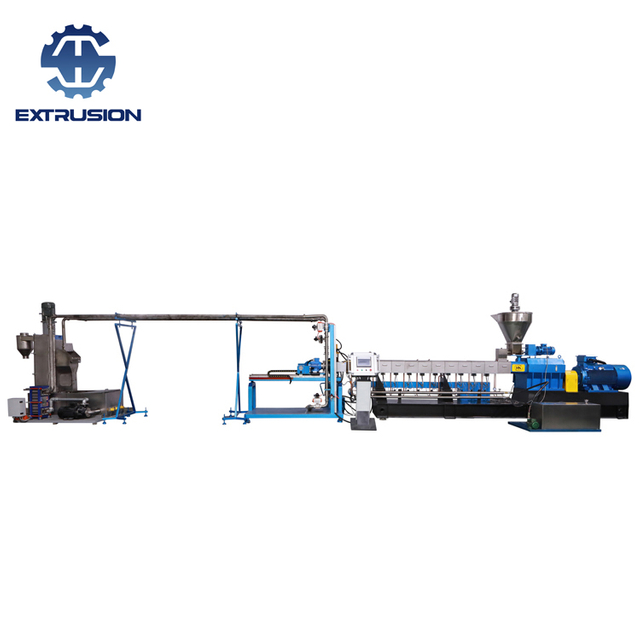
La peleazis bajo el agua se ha vuelto cada vez más popular en la producción de polímeros de ingeniería como PET, nylon y policarbonato. Estos polímeros a menudo cuentan con baja viscosidad, tasas de enfriamiento rápidas o altas temperaturas de fusión, características que hacen que el procesamiento sea más desafiante.
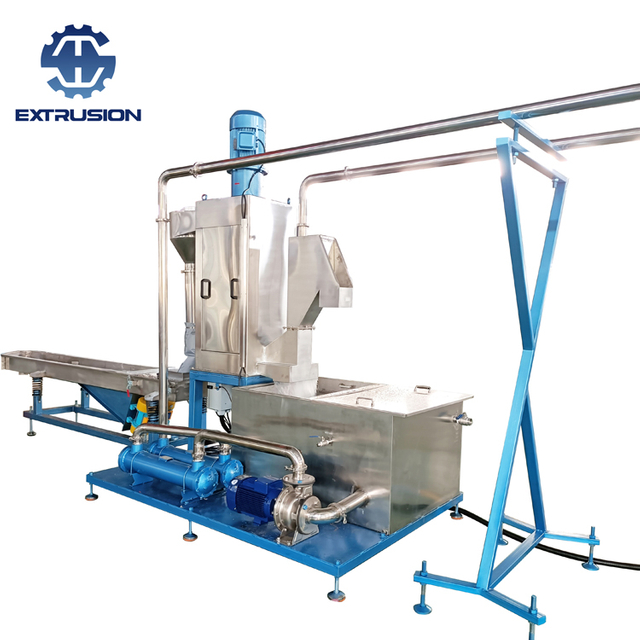
En comparación con la pelletización de hilos, la pelea de grano subacuática ofrece una mejor calidad de pellets, mayor automatización y menores costos operativos. Sin embargo, al procesar resinas de ingeniería confidenciales, el riesgo de congelación del agujero es significativamente mayor que con las resinas de productos básicos como PE, PP o PS.
¿Por qué los agujeros se bloquean?
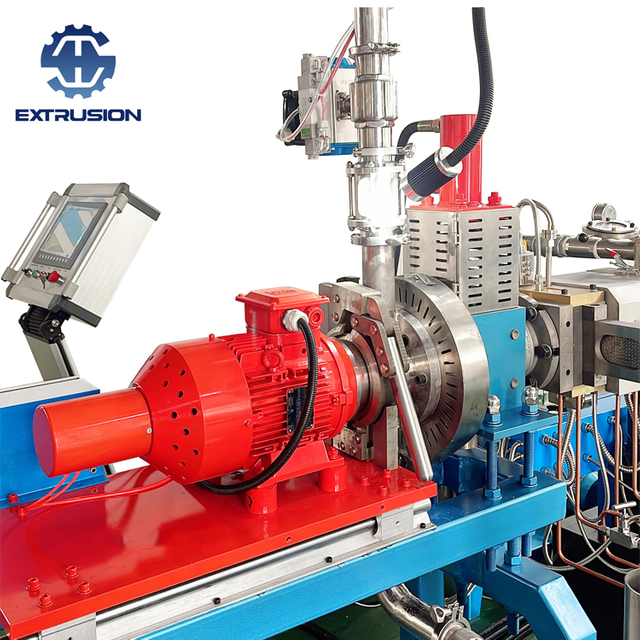
Los pelletizadores submarinos generalmente usan troqueles circulares con 10 a 20 hoyos, o incluso cientos, dependiendo del tamaño del sistema. Cada orificio de troquel, generalmente de 0.125 pulgadas de diámetro (que varía de 0.01 a 0.20 pulgadas), ofrece aproximadamente 25-100 lb/h de polímero fundido. La clave para la peletización subacuática exitosa es mantener un flujo constante de plástico fundido a través de los agujeros a la temperatura de la masa fundida, a pesar del contacto directo con agua de enfriamiento.
Dado que el dado está hecho de metal térmicamente conductivo, el flujo de fusión insuficiente conduce a un enfriamiento rápido y una solidificación potencial de polímeros dentro de los agujeros. Este bloqueo pasa desapercibido al principio, pero reduce progresivamente la eficiencia del troquel, conduce a formas de pellets irregulares, disminuye la salida y eventualmente obliga a los apagados para la limpieza.
Tres causas principales de congelación del agujero:
1. Secuencia de inicio incorrecta
La mayoría de los congelados se producen durante el inicio. Si la resina fluye antes de que el agua llegue a la cara del troquel, el polímero puede mancharse y bloquear los agujeros externamente. Por el contrario, si el agua fluye antes de la resina, puede enfriar rápidamente el dado y solidificar la resina prematuramente. La sincronización adecuada del flujo de polímeros, el flujo de agua y el compromiso del cortador es crucial.
Los sistemas modernos de pelea de bajo agua usan la automatización del PLC para controlar con precisión esta secuencia utilizando válvulas de desviación de polímeros y sistemas de derivación de agua. Estos controles avanzados aseguran que el inicio ocurra dentro de los milisegundos, minimizando el error del operador.
2. Calefacción y aislamiento inadecuados de died
Incluso después de la inicio, el diseño de mal dado puede conducir a la congelación. La mayoría de los troqueles se calientan con calentadores de cartucho o aceite térmico. Los calentadores de cartucho a menudo calientan el dado de manera desigual, especialmente los agujeros exteriores, mientras que el centro puede permanecer más fresco, haciéndolo propenso a la congelación, especialmente con resinas de ventana de procesamiento estrecho como el nylon.
El calentamiento de aceite térmico ofrece una distribución de calor más uniforme y se prefiere para sistemas de alta salida o materiales sensibles. Aunque es más caro, ahora se está adoptando en sistemas medianos para un mejor control de temperatura. Sin embargo, las válvulas de aceite bloqueadas aún pueden causar enfriamiento localizado y bloqueo del agujero de troquel.
El aislamiento también juega un papel importante. Las placas de aislamiento sólidas tradicionales pueden soltarse, permitiendo que el agua se filtre y enfríe el dado. El aislamiento de la brecha de vacío (diseño hueco de die) ofrece un mejor aislamiento térmico a largo plazo y se puede adaptar en la mayoría de los sistemas.
3. Inestabilidad del proceso y fluctuaciones de salida
El flujo de polímero inconsistente es otra causa importante de congelación. Por ejemplo, la alimentación de materiales reciclados de baja densidad en masa puede causar sobretensiones de extrusores, lo que resulta en un flujo intermitente y congelación aleatoria. Las bombas de fundición ayudan a estabilizar la salida y garantizar la presión constante del agujero del trozo.
Del mismo modo, los cambiadores de pantalla de placa de diapositivas discontinuas pueden causar interrupciones de aire e interrupciones de flujo, congelando los agujeros. Un cambiador de pantalla continuo resuelve esto al habilitar el reemplazo de la pantalla sin interrumpir el proceso o atrapar el aire.
Conclusión: Cómo reducir la frecuencia de limpieza
Para evitar el bloqueo del agujero y reducir la necesidad de una limpieza frecuente durante la pelea de bajo agua:
Automatice la secuencia de inicio para garantizar el momento adecuado de la resina, el agua y el compromiso del cortador.
Optimice el calentamiento y el aislamiento de la matriz, favoreciendo los sistemas de aceite térmico o el aislamiento del vacío cuando sea posible.
Mantenga condiciones de procesamiento estable utilizando bombas de fusión y cambiadores de pantalla continuos para minimizar la fluctuación de salida.
Al centrarse en estas tres áreas, los fabricantes pueden mejorar significativamente la confiabilidad de la pelea, reducir el tiempo de inactividad y extender la vida útil del servicio de equipos.
Nanjing Haisi es un fabricante profesional de la máquina de extrusores de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusora de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina trituradora, etc.