Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-01-13 Origen:Sitio
Las extrusoras utilizan cada vez más la peletización bajo el agua para producir polímeros de ingeniería, incluidas resinas como PET, nailon y policarbonato, que tienen propiedades 'difíciles' como baja viscosidad y/o enfriamiento rápido o altas temperaturas de fusión.
En comparación con la peletización de hebras, la peletización bajo el agua tiene las ventajas de una mejor calidad de los pellets, un mayor grado de automatización y un menor costo. Sin embargo, en comparación con resinas comerciales menos sensibles como el polietileno, polipropileno o poliestireno, el riesgo de congelación del molde es mayor cuando se producen resinas de ingeniería como las mencionadas en el párrafo anterior.
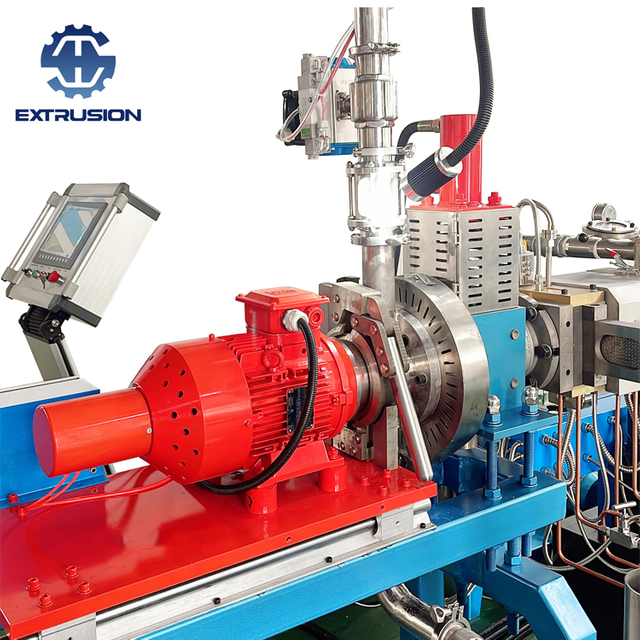
Los peletizadores submarinos suelen utilizar una matriz redonda con entre 10 y 20 orificios o incluso cientos de orificios. Los sistemas pueden diseñarse para producir desde unos pocos cientos hasta casi 20 000 libras/hora. (Para la producción de extrusión se utilizan peletizadores aún más grandes).

Causas de la congelación del orificio del troquel
El diámetro del orificio del troquel suele ser de 0,125 pulgadas, pero puede ser tan pequeño como 0,01 pulgadas para partículas más pequeñas y tan grande como 0,20 pulgadas. La producción de cada orificio es de aproximadamente 25 a 100 libras por hora, pero la producción promedio de un orificio de matriz de 0,125 pulgadas es de aproximadamente 30 libras por hora.
La clave para la peletización bajo el agua es hacer pasar suficiente plástico caliente a través de los orificios del troquel para mantenerlos a la temperatura de fusión de la resina mientras el fundido y el troquel están en contacto con agua que está varios cientos de grados más fría. Los moldes de metal son muy buenos conductores del calor, por lo que, a menos que el flujo de polímero a través de los orificios del troquel sea suficiente, el agua enfriará los orificios y el polímero se solidificará en ellos. Sin embargo, el procesador no tiene forma de saber inmediatamente que se ha producido este bloqueo.
El problema es que si uno o más de los orificios de la matriz se obstruyen con polímero, la eficiencia de la matriz disminuirá. Con el tiempo, el orificio obstruido afectará el flujo de los orificios circundantes, los gránulos terminados serán grandes y de forma irregular, y la producción disminuirá. Con el tiempo, es necesario cerrar completamente la línea para limpiar los orificios de la matriz.
Hay tres razones principales para la congelación del molde: secuencia inadecuada de inicio del flujo de agua y polímero y operación del cortador; calentamiento y aislamiento inadecuados del molde; y fluctuaciones del proceso. No considerar la formulación del material (resina, nivel de relleno y tipo de relleno: absorbente o conductor de calor) también puede causar problemas. Pero no se puede cambiar la formulación para complacer al peletizador; debe estar diseñado para ejecutar la mayoría de las formulaciones.
Ajuste del proceso de inicio del peletizador
La mayoría de los congelamientos del orificio del troquel ocurren durante el arranque, cuando la resina, el agua de enfriamiento y el cortador deben iniciarse en la secuencia correcta. Si la resina comienza a fluir a través del troquel antes de que el agua llegue a la cara del troquel y el cortador se enganche, se producirán manchas y obstrucciones de resina fuera del orificio de la caja de agua. Si el agua llega a la cara del troquel antes de que el polímero comience a fluir, el enfriamiento excesivo puede provocar que los orificios se congelen.
En los primeros sistemas de peletización submarinos, un operador capacitado controlaba esta secuencia manualmente. A principios de la década de 1990, la puesta en marcha podía automatizarse y controlarse mediante sistemas de control PLC comerciales. Las válvulas desviadoras de polímero y los sistemas de derivación de agua de proceso permiten que el PLC controle con mayor precisión el momento en que el polímero y el agua ingresan al troquel. Los peletizadores fabricados desde mediados de la década de 1990 ofrecen sistemas de corte automático que utilizan sistemas hidráulicos, neumáticos y servomotores para controlar la presión de corte. Como resultado, los sistemas totalmente automáticos actuales pueden controlar la secuencia de arranque en una fracción de segundo.
Optimizar el diseño del molde
Una vez que la línea está en funcionamiento, la mayoría de las congelaciones del molde se pueden evitar manteniendo un flujo de material muy constante a través del orificio de la matriz. Pero algunos problemas de congelación están relacionados con el diseño mismo del molde.
El molde se calienta mediante calentadores de cartucho eléctricos o aceite caliente. El calentamiento eléctrico no es completamente uniforme porque los cartuchos se colocan principalmente en un anillo alrededor de los orificios del molde, cerca del borde exterior de la placa del molde. Como resultado, los orificios alrededor del exterior del troquel tienden a estar más calientes que los orificios del centro. (Los fabricantes de moldes han intentado agregar cartuchos en el centro del molde, pero la ingeniería resultó torpe).
Por lo tanto, los calentadores de cartucho pueden no ser adecuados para moldes grandes o materiales con un rango de temperatura de fusión estrecho, como el nailon, que puede tender a congelarse en el centro del molde.
La calefacción de aceite aplica un calor más uniforme sobre un área más grande que los calentadores de cartucho. Los sistemas de aceite están configurados con hasta ocho zonas de molde. Pero la calefacción de gasóleo es más cara que la de cartucho. El calor del aceite se utiliza normalmente en líneas de producción de alto rendimiento en fabricantes de resina o grandes plantas de compuestos. Más recientemente, se ha aplicado en sistemas más pequeños para lograr un mejor control de la temperatura.
Si la válvula de aceite se obstruye, el orificio del molde en el área afectada se enfriará y puede congelarse, pero el resto del molde estará bien. Es posible que la salida no cambie al principio. Nuevamente, al igual que con los calentadores de cartucho, el problema se manifestará como pellets defectuosos.
Todos los troqueles tienen algún tipo de aislamiento. La mayoría de los moldes utilizan placas especiales que se colocan en el centro de la cara del molde. Pero las placas pueden aflojarse. Luego, el agua fluye detrás de ellos, enfriando el molde y potencialmente provocando una congelación.
Otro método de aislamiento es utilizar un diseño de molde 'hueco' con espacios que contienen vacío. Se puede adaptar a la mayoría de los sistemas si no formaba parte del diseño del molde original. El vacío es un muy buen aislante y no puede verse comprometido como los paneles aislantes sólidos.
Reducir las fluctuaciones del proceso
Cualquier tipo de interrupción en el proceso de extrusión o fluctuación en la producción puede provocar congelación. Por ejemplo, la extrusión de materiales reciclados con baja densidad aparente puede provocar fluctuaciones y oscilaciones en la salida del extrusor, lo que puede provocar inconsistencias en el flujo del polímero y congelar los orificios de la matriz de manera aleatoria. Se pueden utilizar bombas de fusión de polímeros para evitar estas fluctuaciones y proporcionar un flujo de matriz constante.
El uso de un cambiador de malla deslizante discontinuo también puede provocar interrupciones en el flujo y atrapar aire, lo que puede provocar una pérdida temporal del flujo de polímero hacia el orificio de la matriz. Esto puede provocar que los orificios del troquel se congelen aleatoriamente. La solución es utilizar un cambiador de mallas continuo, que puede reemplazar las mallas sucias sobre la marcha sin interrumpir el proceso ni atrapar aire.

NANJING HAISI es un fabricante profesional de máquinas extrusoras de plástico, suministramos extrusoras de doble husillo, extrusoras de un solo husillo, extrusoras de reciclaje de plástico, extrusoras de dos etapas, extrusoras a escala de laboratorio, máquinas mezcladoras y de alimentación, máquinas de enfriamiento y peletización, máquinas trituradoras, etc.