Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-06-16 Origen:Sitio
Los subproductos de degradación de resina a menudo causan defectos en productos terminados como películas, láminas y piezas moldeadas de polietileno (PE). Esta degradación generalmente ocurre cuando los puntos de estancamiento en el proceso permiten que la resina permanezca a altas temperaturas durante demasiado tiempo. Una vez que comienza la degradación, incluso las vibraciones leves pueden hacer que el material degradado se desprenda del tornillo y contamine el producto. Este problema es común en muchas operaciones de extrusión de tornillo único y, a menudo, resulta de fallas de diseño sutiles en el tornillo.
Es difícil identificar la ubicación exacta de la degradación analizando los diagramas de tornillo u resultados de operación. La mejor manera es sacar el tornillo de calor del extrusor e inspeccionarlo en busca de signos de degradación.
Eliminar el tornillo es sencillo, pero desconectar las líneas de transferencia agrega complejidad.
Pasos:
1. Ejecute la extrusora usando la misma resina base sin aditivos o colorantes. Los aditivos, especialmente los colorantes, hacen que sea más difícil observar la degradación. Continúe hasta que el extrudado esté libre de todos los aditivos.
2. Deje que el tornillo continúe girando mientras detiene la alimentación del material para que la máquina corra vacía. Esto purga la mayor cantidad de resina posible para una inspección y limpieza más fácil.
3. Una vez que no más resina salga del dado, detenga la rotación del tornillo. Mantenga o una temperatura de barril ligeramente más baja para mantener la resina fundida y disminuir la degradación durante la eliminación.
4. Desconecte las líneas de transferencia y use un conector hidráulico o de tornillo para empujar el tornillo fuera del barril. Empújalo a unas cuatro veces su diámetro. (La figura 1 muestra un tornillo de 2.5 pulgadas utilizado para PE).
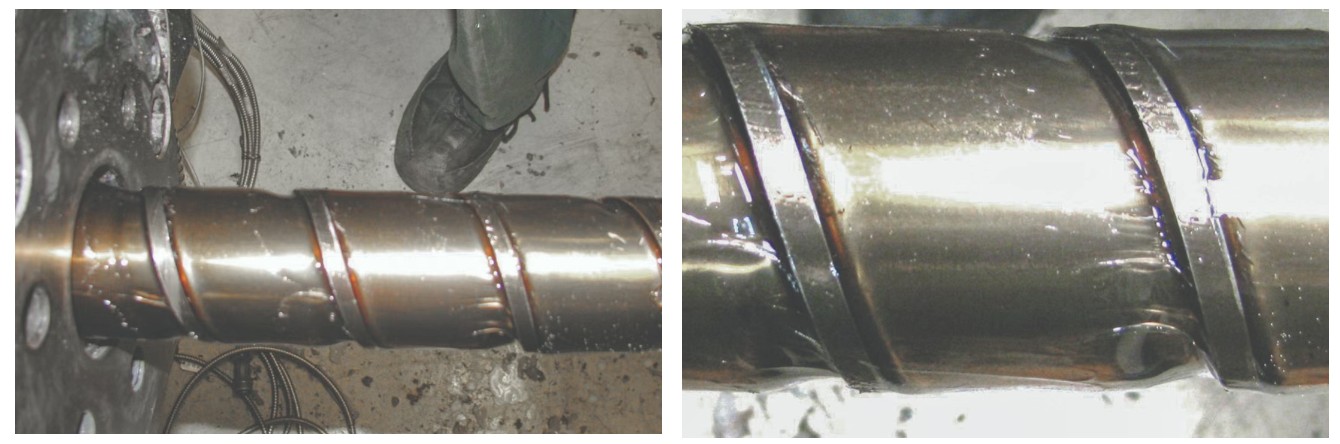
Figura 1: un tornillo de 2,5 pulgadas de diámetro que está en caliente desde la extrusora.
Figura 2: Fotografía de primer plano de degradación de resina en el radio del tornillo en la sección de medición.
Fuente de la imagen: M. Spalding
5. Estudie y fotografíe la primera sección de 4 diámetros para obtener signos de degradación. En la Fig. 1 y la Fig. 2 magnificada, la degradación aparece en las esquinas de hilo. Esto es causado por Moffatt Eddies, que conducen a un tiempo de residencia excesivo.
Los remolinos de Moffatt se forman en esquinas afiladas durante el flujo de cavidad conducido desde la parte superior. Estas zonas de vórtice lentas existen fuera del flujo principal de alta velocidad y hacen que la resina se estancara y se degrade.
A menudo resultan de radios de subprocesos que son demasiado pequeños. Aumentar el radio de hilo a 1.4–1.5 × La profundidad del canal local puede eliminar estos remolinos y reducir la degradación. (La Fig. 3 compara radios de hilo pequeños y grandes).
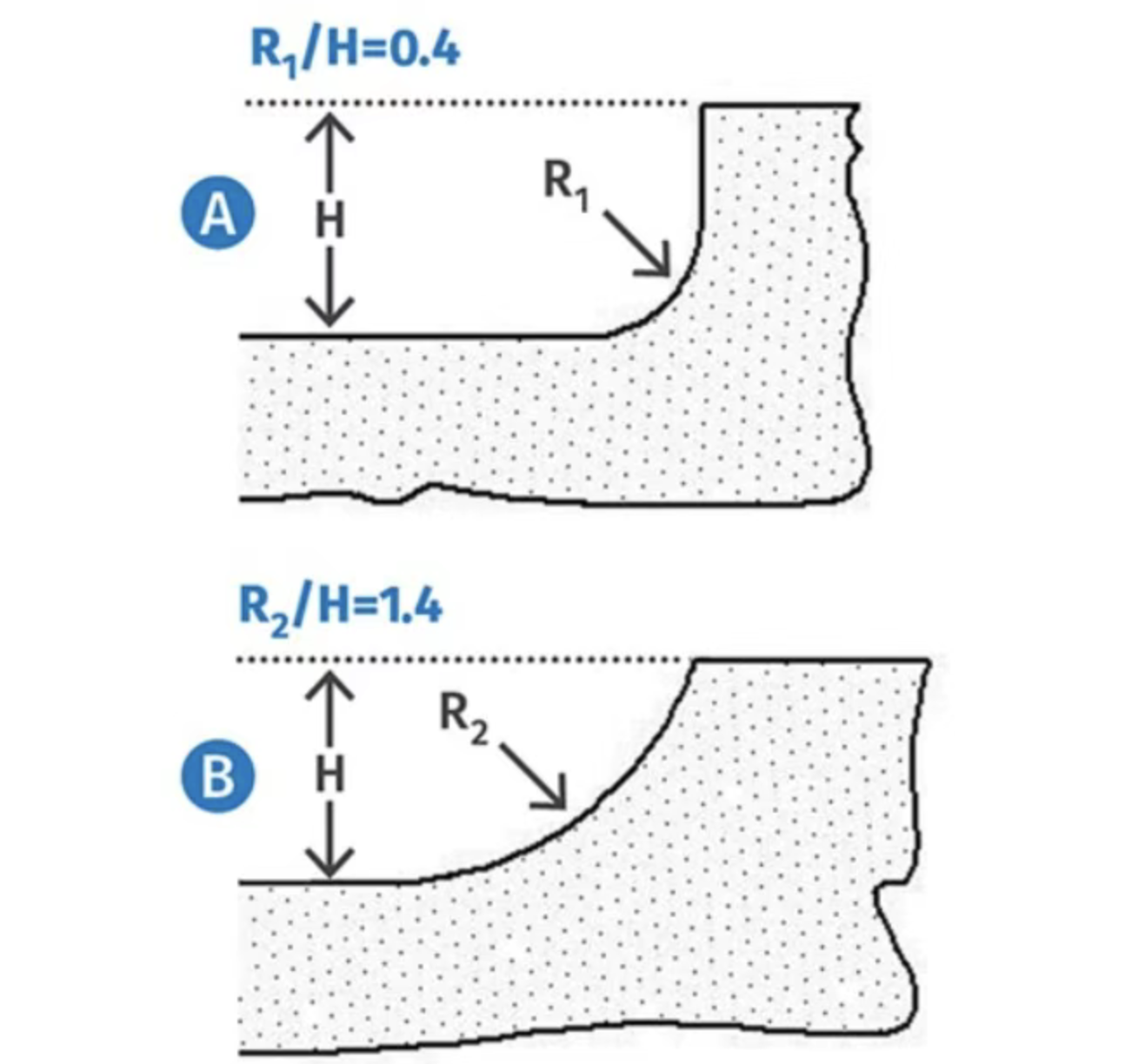
Figura 3: Esquema del radio de rosca de tornillo en la sección de medición:
(a) Un radio más pequeño tiende a formar remolinos de moffatt, lo que lleva a la degradación de la resina;
(b) Un radio de hilo más grande no causa la degradación de resina.
La mayoría de los fabricantes de tornillos usan un radio de rosca de profundidad de 0.5 × canal porque es más fácil de mecanizar y estándar en la industria. Sin embargo, esto a menudo causa remolinos y degradación de Moffatt. Los fabricantes generalmente aceptan solicitudes de radios de subprocesos más grandes.
6. Después de inspeccionar la primera sección, limpiarla mientras aún está caliente para exponer el metal. Solo use herramientas de latón, que no dañen la superficie del tornillo. Nunca use herramientas o antorchas de acero, lo que puede alterar el metal o dañar los recubrimientos endurecidos.
7. Empuje otra sección de 4 diámetros y repita la inspección, fotografiando y limpiando. La figura 4 muestra la siguiente sección de un tornillo de 2.5 pulgadas con una batidora Maddock. La degradación aquí se debe a profundidades profundas de las profundidades del ritmo en relación con su ancho.
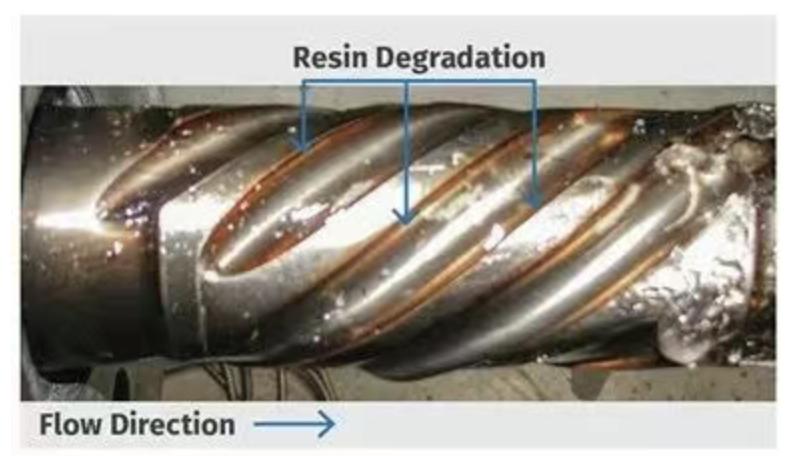
Figura 4: mezclador Maddock con degradación de resina que ocurre dentro de sus canales.
El ancho de la ranura generalmente debe ser el doble de la profundidad. Los errores de diseño comunes incluyen el uso de demasiados pares de ritmo (haciéndolos demasiado estrechos) o cortarlos demasiado profundos. Aunque térmicamente eficiente, esto conduce a la degradación en los bordes de surco.
8. Continúe empujando el tornillo para revelar la salida de la sección de medición y la salida de la sección de fusión. Los elementos de la presa espiral diseñada de manera incorrecta en esta área pueden reducir el rendimiento específico hasta un 50%, causando una mala alimentación y degradación (Fig. 5).
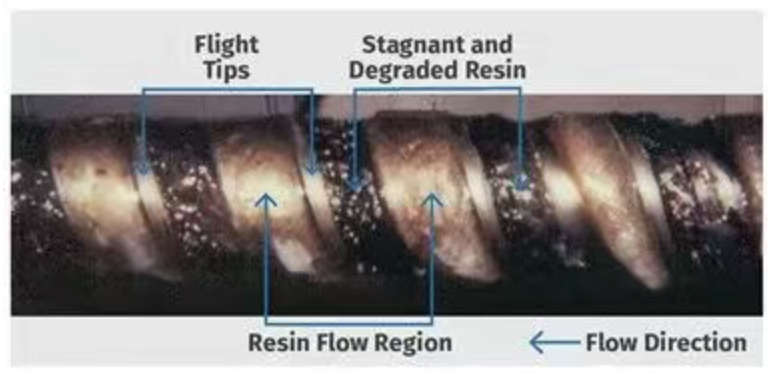
Figura 5: Sección de medición de tornillo con una entrada de rosca de barrera mal diseñada. El material blanco es de polietileno de baja densidad recién fundido (LDPE), mientras que el material oscuro se degrada, resina reticulada.
Esta caída de salida específica y degradación resultan de restricciones entre las secciones de alimentación sólida y presa, lo que limita el flujo de material.
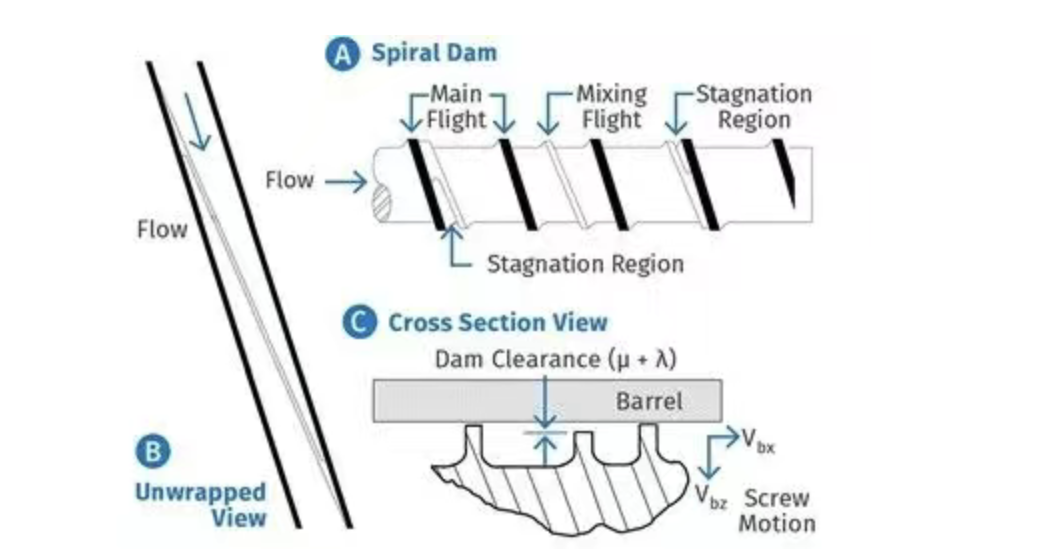
Figura 6: Esquema de un elemento de la presa helicoidal:
(a) Vista lateral que muestra zonas de estancamiento potenciales que pueden conducir a la degradación de la resina;
(b) vista sin envolver;
(c) Vista transversal perpendicular al borde del vuelo, mostrando la brecha entre la presa y la pared del barril.
Algunos elementos de tornillo, como la presa espiral o mezcladores tipo engranaje, son conocidos por causar estancamiento. La figura 6 ilustra un mezclador de presa espiral con una longitud de tres diámetros y una cuchilla de mezcla dispersiva. El estancamiento puede ocurrir en la entrada y la salida de los canales de flujo, especialmente si faltan los socavos. Muchos diseños modernos disminuyen estas rutas de flujo e incluyen socavos para evitar este problema.
9. Si se produce un apagado no planificado y dura más de 30 minutos, reduzca la temperatura del barril. Los cierres a menudo duran más de lo esperado. Si la temperatura permanece en los niveles de procesamiento, la degradación puede ocurrir en toda la zona de medición.
La figura 7 muestra este tipo de degradación, que puede afectar la raíz del tornillo y el radio de rosca. Se necesita una limpieza significativa para eliminar el material degradado, lo que dificulta el reinicio.

Figura 7: El tornillo que se muestra arriba experimentó múltiples apagados, con la extrusora restante a temperatura de funcionamiento durante períodos prolongados. Aunque la extrusora se purgó antes de desmontar el tornillo, la resina de degradada oscura todavía cubría la mayor parte de la sección de medición.
Aunque este caso se centra en la resina PE, puede ocurrir una degradación similar con poliestireno, policarbonato, polipropileno y ABS. Estos problemas también ocurren con los tornillos de moldeo por inyección, donde el émbolo empuja el tornillo fuera del barril, se aplican procedimientos y soluciones similares.
Nanjing Haisi es un fabricante profesional de la máquina de extrusores de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusora de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y peletizante, máquina trituradora, etc.










