Vistas:20 Autor:Editor del sitio Hora de publicación: 2023-02-06 Origen:Sitio
01. Perfil de contracción plástica
La tasa de contracción del plástico se refiere al porcentaje de la diferencia entre el tamaño de la pieza de plástico a la temperatura de moldeo y el tamaño después de que se saca del molde y se enfría a temperatura ambiente.Refleja el grado de reducción de tamaño de la pieza de plástico después de sacarla del molde y enfriarla. Los factores que afectan la contracción plástica incluyen las especies plásticas, las condiciones de moldeo, la estructura del molde, etc. Diferentes plásticos tienen diferentes tasas de contracción.Además, la tasa de contracción de los plásticos tiene mucho que ver con la forma de la pieza de plástico, la complejidad de la estructura interna y si hay insertos.
Los factores que afectan la contracción plástica son los siguientes:
1. Influencia de las materias primas
(1) Tipos de materias primas
Los diferentes tipos de materias primas plásticas tienen diferentes tasas de contracción, consulte la Tabla 1 para obtener más detalles.
Tabla 1 Contracción de diferentes materias primas plásticas
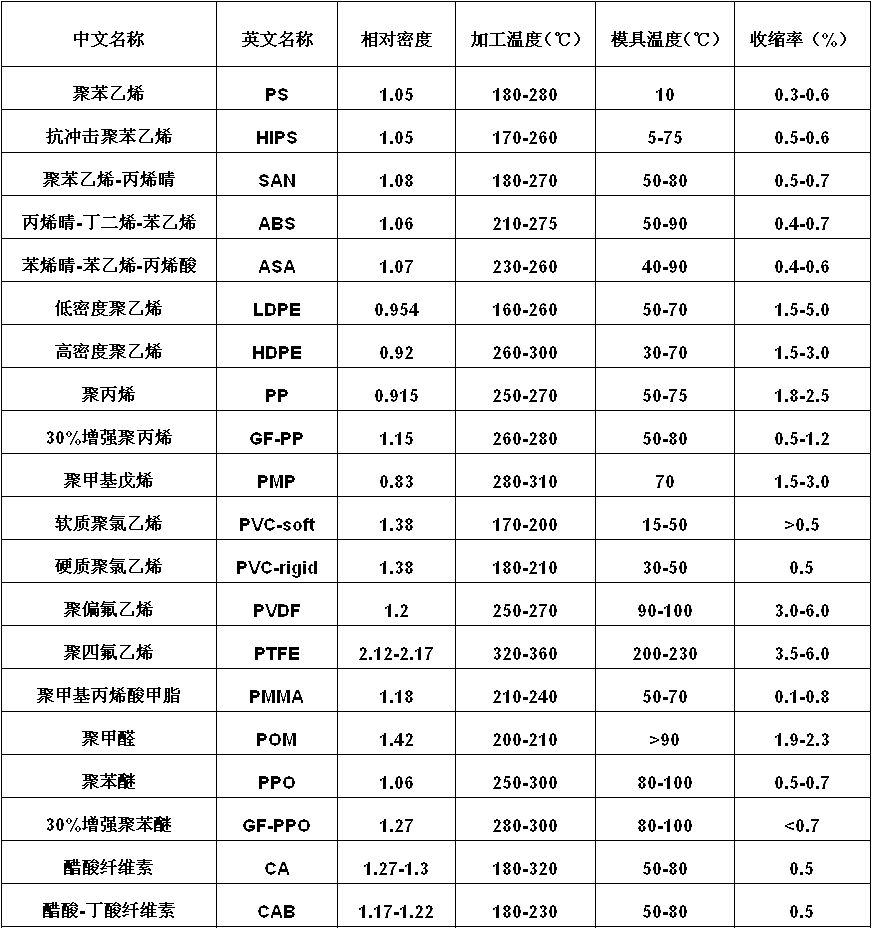
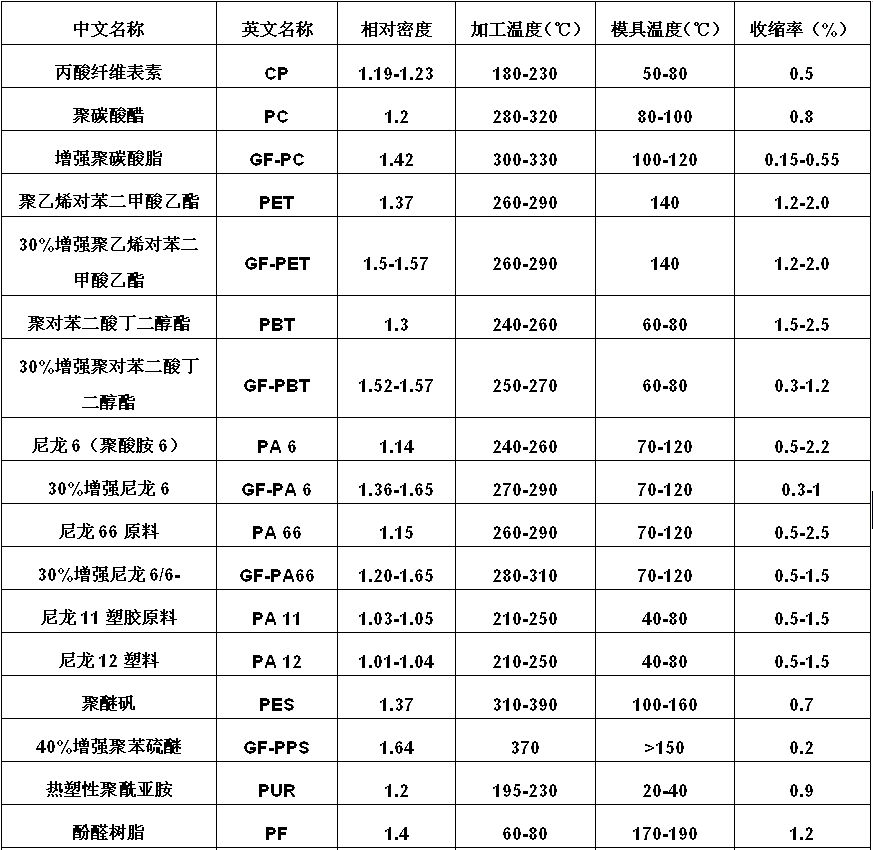
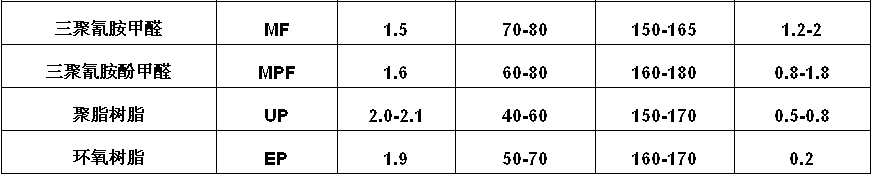
Se puede ver en la Tabla 1 que la tasa de contracción de PPS reforzado con 40% para termoplásticos es la más baja, y la tasa de contracción de resina epoxi para plásticos termoendurecibles es la más baja, y la tasa de contracción de ambos plásticos es 0.2%.Los fluoroplásticos tienen la mayor tasa de contracción, que puede alcanzar un máximo de alrededor del 6 %;la segunda tasa de contracción más grande es el polietileno de baja densidad, con una tasa de contracción máxima del 5%.
(2) Cristalinidad de las materias primas
La misma materia prima tiene una cristalinidad diferente y su tasa de contracción es diferente.Cuanto menor sea la cristalinidad, menor será la tasa de contracción.Entre los muchos factores que influyen, la cristalinidad de la resina tiene el mayor impacto en la contracción.
(3) Peso molecular de las materias primas
Cuanto mayor sea el peso molecular de la misma materia prima, menor será su contracción.Las resinas con el mismo peso molecular tienen buena fluidez y baja contracción de moldeo.
(4) Modificación de materias primas
Después de modificar la resina agregando otras resinas, elastómeros y rellenos, su tasa de contracción disminuye en diversos grados.
La tasa de contracción de la resina es diferente, lo que afecta en gran medida la precisión de moldeo de sus productos durante el proceso de procesamiento por fusión.Para procesar productos plásticos de alta precisión, se deben usar resinas con baja contracción.Tomando como ejemplo la resina de PP, su tasa de contracción es de 1,8% a 2,5%, y cuanto menor es el peso molecular, mayor es la tasa de contracción.PP es difícil de hacer productos de alta precisión.Por esta razón, las principales empresas del mundo están investigando activamente para reducir la propia tasa de contracción de la resina con la condición de garantizar el rendimiento de la resina.Por ejemplo, Basilea ha desarrollado un PP de baja tasa de contracción llamado Hifax CA207A con una baja tasa de contracción de solo el 1%.
2. El efecto del proceso de moldeo en la tasa de contracción de los productos plásticos
(1) La temperatura de moldeo permanece sin cambios, la presión de inyección aumenta y la tasa de contracción disminuye;
(2) Manteniendo los aumentos de presión, la tasa de contracción disminuye;
(3) La temperatura de fusión aumenta y la tasa de contracción disminuye;
(4) La temperatura del molde es alta y aumenta la tasa de contracción;
(5) El tiempo de mantenimiento de la presión es largo y la tasa de contracción se reduce, pero la tasa de contracción no se ve afectada después de que se cierra la compuerta;
(6) El tiempo de enfriamiento en el molde es largo y la tasa de contracción se reduce;
(7) La velocidad de inyección es alta, la tasa de contracción tiende a aumentar ligeramente y el impacto es pequeño;
(8) La contracción de moldeo es grande y la contracción posterior es pequeña;la contracción posterior es grande en los dos primeros días y estable en aproximadamente una semana.
3. Efecto de la estructura en la contracción del producto
(1) La tasa de contracción de las piezas de plástico de paredes gruesas es mayor que la de las piezas de plástico de paredes delgadas;
(2) La tasa de contracción de las piezas de plástico con insertos es menor que sin insertos;
(3) La tasa de contracción de las piezas de plástico con formas complejas es menor que la de las formas simples;
(4) La tasa de contracción de la dimensión en la dirección de la longitud de la pieza de plástico es menor que la de la dirección del espesor;
(5) La tasa de contracción del orificio interior es grande y la tasa de contracción de la forma es pequeña.
4. Efecto de la estructura del molde en la contracción de productos plásticos
(1) El tamaño de la puerta es grande y se reduce la tasa de contracción;
(2) La tasa de contracción en la dirección perpendicular a la puerta disminuye y la tasa de contracción en la dirección paralela a la puerta aumenta;
(3) La tasa de contracción lejos de la puerta es menor que cerca de la puerta;
(4) La tasa de contracción de la pieza de plástico con restricciones de molde es pequeña y la tasa de contracción de la pieza de plástico sin restricciones es grande.
02. Método de modificación para reducir la contracción plástica.
Por supuesto, la forma más efectiva de reducir la contracción de los plásticos son varias tecnologías de modificación, como se detalla a continuación.
1. Varios tipos de relleno de fibra
Las fibras incluyen varios tipos de fibras inorgánicas y fibras orgánicas.Tomando la fibra de vidrio como ejemplo, agregando diferentes contenidos de fibra de vidrio a la resina de PP, la tasa de contracción se muestra en la Tabla 2.
Tabla 2 Tasa de contracción de PP reforzado con fibra de vidrio con diferentes contenidos

Los plásticos reforzados con fibra de vidrio larga desarrollados en los últimos años tienen ciertas ventajas en la tasa de contracción, y sus tasas de contracción longitudinal y transversal son pequeñas y constantes.
2. Relleno de relleno inorgánico
Materias primas inorgánicas como polvo de talco, carbonato de calcio, sulfato de bario, polvo de mica, wollastonita y montmorillonita, etc. Los diferentes tipos de relleno, propiedades, tamaños de partículas y grados de tratamiento superficial afectan el efecto de modificación en la contracción de la resina.
(1) Forma de relleno
Los diferentes tipos de rellenos inorgánicos tienen diferentes formas y tienen diferentes efectos sobre la contracción.El orden específico de impacto es escama > aguja > partícula > esférica.Por ejemplo, la montmorillonita en escamas y la mica pueden reducir significativamente la contracción de los materiales compuestos.
Por ejemplo, el efecto de agregar el mismo contenido de varios rellenos sobre la contracción de PP en PP se muestra en la Tabla 3.
Tabla 3 Efecto de diferentes rellenos sobre la contracción del PP

Para otro ejemplo, se agrega un 20 % de relleno de diferentes formas al PP (HHP10), y la tasa de contracción del material compuesto se muestra en la Tabla 4.
Tabla 4 Contracción de diferentes formas de relleno compuesto PP (20% relleno + 8% POE)

(2) El tamaño de partícula del relleno.
Diferentes tamaños de partículas del mismo relleno tienen diferentes efectos en la tasa de contracción, y cuanto menor sea el tamaño de partícula, mayor será el efecto en la tasa de contracción.Tomando como ejemplo el PP cargado con polvo de talco (20 % de polvo de talco + 8 % de POE), los efectos de diferentes tamaños de partículas de polvo de talco sobre la contracción se muestran en la Tabla 5.
Tabla 5 Efecto de polvos de talco con diferentes tamaños de partículas sobre la contracción de compuestos de PP

(3) Tratamiento de relleno
El hecho de que el mismo relleno tenga o no tratamiento superficial cuando se combina con la resina tiene diferentes efectos en la tasa de contracción.Los rellenos con tratamiento superficial son más efectivos para reducir la contracción.Por ejemplo, tomando ABS relleno con un 10 % de talco como ejemplo, los efectos específicos se muestran en la Tabla 6.
Tabla 6 Efecto del tratamiento superficial sobre la contracción de compuestos de polvo de talco/ABS

(4) La cantidad de relleno
Diferentes adiciones del mismo relleno tienen diferentes efectos sobre la contracción.Cuanto mayor sea la adición, mayor será la disminución de la contracción.Tomando como ejemplo el relleno de PP, en la Tabla 7 se muestra el impacto de diferentes cantidades de relleno de talco en la contracción.
Tabla 7 Efecto de diferentes contenidos de polvo de talco de malla 1250 en la tasa de contracción de compuestos de PP

3. Reducir la modificación de la cristalización.
(1) Añadir coadyuvante reductor de cristalización
Los auxiliares de reducción de la cristalización comúnmente usados son compuestos moleculares pequeños, que rompen la regularidad de las macromoléculas y dificultan el movimiento de las macromoléculas en el estado fundido después de la adición, logrando así el propósito de reducir la cristalización.Por ejemplo, un agente orgánico de descristalización A disponible en el mercado tiene un aspecto de polvo blanco amarillento y un punto de fusión de aproximadamente 60°C. Agregar 0.5% a 1% a PP.Otro ejemplo es un agente de descristalización inorgánico B disponible en el mercado.La apariencia es polvo blanco, el valor de pH es 8 y la blancura es 95%.Agregue 0.5% a 1% a PP.
(2) Agregar otras resinas
Si se mezcla una pequeña cantidad de LDPE y HDPE en PP, se puede destruir la cristalización durante el procesamiento de PP y también se pueden agregar resinas no cristalinas como PS, ABS, PMMA, PC, etc.
Un ejemplo específico es agregar otras resinas a la resina UP, lo que puede reducir en gran medida la contracción del producto:
La primera generación: se agregan PS y PE, y la tasa de contracción se reduce a 0.2% a 0.4%.
La segunda generación: se agrega PMMA y la tasa de contracción se reduce a 0.05%.
La tercera generación: se agrega PVAC y la tasa de contracción se reduce a 0.03%.
Tomando como ejemplo la adición de resina de PE en PP, los efectos de diferentes contenidos de PE en la contracción de PP se muestran en la Tabla 8.
Tabla 8 Efecto de diferentes contenidos de PE en la contracción de PP

Puede verse en la Tabla 8 que el efecto de agregar otras resinas sobre la contracción es mucho menor que el del relleno de fibra y el relleno inorgánico.
4. Mezcla de elastómeros
Los elastómeros que se pueden agregar incluyen POE, EPDM, SBS, etc. Todos los tipos de elastómeros tienen efectos similares en la contracción plástica; consulte la Tabla 9 para obtener detalles.
Tabla 9 Efecto de diferentes contenidos de elastómero en la contracción de PP

Puede verse en la Tabla 9 que cuando el contenido de elastómero es inferior al 5%, los efectos de varios elastómeros sobre la contracción del PP son básicamente los mismos.Solo después de que el contenido de elastómero supera el 5%, el grado de influencia de las diferentes variedades de elastómero diverge y el orden de impacto en la contracción es POE>EPDM>SBS, lo que es consistente con el efecto de endurecimiento de los elastómeros en PP.
En PP, el relleno inorgánico se mezcla con el elastómero y la tasa de contracción se reduce mejor.Cuando el contenido de talco es del 20 %, el efecto de diferentes contenidos de POE sobre la contracción del PP se muestra en la Tabla 10.
Tabla 10 Efecto de diferentes contenidos de POE sobre la contracción de PP relleno con polvo de talco al 20 %

5. Modificación de injerto químico
Después del injerto de PP, se puede reducir la cristalinidad para lograr el propósito de reducir la contracción.
Nanjing Haisi Extrusion suministra una máquina extrusora de doble tornillo para composición y modificación de plástico.
¡Cualquier interés no dude en contactarnos!