Vistas:0 Autor:Editor del sitio Hora de publicación: 2024-11-18 Origen:Sitio

01 Principio Mecánico
El mecanismo básico de extrusión es simple: un tornillo gira dentro de un cilindro y empuja el plástico hacia adelante. El tornillo es en realidad un plano inclinado o rampa que envuelve una capa central. Su finalidad es aumentar la presión para superar una mayor resistencia.
Para una extrusora, hay tres tipos de resistencia que deben superarse: la fricción de las partículas sólidas (alimentación) en la pared del cilindro y la fricción mutua entre ellas durante las primeras vueltas del tornillo (zona de alimentación); la adherencia de la masa fundida a la pared del barril; y la resistencia logística interna de la masa fundida cuando se empuja hacia adelante.
Newton explicó que si un objeto no se mueve en una dirección determinada, entonces las fuerzas sobre el objeto están equilibradas en esa dirección. El tornillo no se mueve axialmente, aunque puede girar rápidamente lateralmente cerca de la circunferencia. Por lo tanto, las fuerzas axiales sobre el tornillo están equilibradas, y si aplica un gran empuje hacia adelante al plástico fundido, también aplica un empuje igual hacia atrás a algo. En este caso, el empuje que aplica se produce sobre el cojinete detrás del puerto de alimentación: el cojinete de empuje.
La mayoría de los tornillos individuales tienen roscas a la derecha, como los tornillos y pernos que se utilizan en carpintería y maquinaria. Si los miras desde atrás, giran en sentido contrario porque están tratando de salir del cañón. En algunas extrusoras de doble tornillo, los dos tornillos giran en direcciones opuestas en los dos cilindros y se cruzan, por lo que uno debe ser diestro y el otro zurdo. En otros tornillos gemelos entrelazados, los dos tornillos giran en la misma dirección y deben tener la misma orientación. Sin embargo, en cualquier caso, existen cojinetes de empuje para absorber la fuerza hacia atrás y el principio de Newton aún se aplica.
02 Principio de calor
Los plásticos extruibles son termoplásticos: se derriten cuando se calientan y se solidifican nuevamente cuando se enfrían. ¿De dónde viene el calor para el plástico fundido? El precalentamiento de alimentación y los calentadores de cilindro/matriz pueden desempeñar un papel y son muy importantes en el arranque, pero la energía de entrada del motor (calor de fricción generado en el cilindro cuando el motor hace girar el tornillo contra la resistencia de la masa fundida viscosa) es la fuente de calor más importante para todos los plásticos, excepto sistemas pequeños, velocidades de tornillo lentas, plásticos con alta temperatura de fusión y aplicaciones de recubrimiento por extrusión.
Para todas las demás operaciones, es importante que los calentadores de barril no sean la principal fuente de calor en la operación y, por lo tanto, tengan menos efecto en la extrusión de lo que podríamos esperar. La temperatura posterior al barril aún puede ser importante porque afecta el mallado o la velocidad de transporte de sólidos en el alimento. Las temperaturas de los troqueles y moldes generalmente deben ser iguales o cercanas a la temperatura de fusión deseada, a menos que se utilicen para un propósito específico como vidriado, distribución de fluidos o control de presión.
03 Principio de desaceleración
En la mayoría de las extrusoras, la velocidad del tornillo se varía ajustando la velocidad del motor. El motor normalmente funciona a una velocidad máxima de aproximadamente 1750 rpm, pero esto es demasiado rápido para un tornillo extrusor. Si funciona tan rápido, se genera demasiado calor por fricción y el tiempo de residencia del plástico es demasiado corto para producir una masa fundida uniforme y bien mezclada. Las relaciones de reducción típicas están entre 10:1 y 20:1. La primera etapa puede usar engranajes o poleas, pero la segunda etapa usa engranajes y el tornillo está ubicado en el centro del último engranaje grande.
En algunas máquinas de funcionamiento lento (como las de doble tornillo para PVC), puede haber 3 etapas de reducción y la velocidad máxima puede ser tan baja como 30 rpm o menos (proporción de 60:1). En el otro extremo, algunos tornillos gemelos muy largos utilizados para mezclar pueden funcionar a 600 rpm o más rápido, por lo que requieren una relación de reducción muy baja y mucho enfriamiento profundo.
A veces, la relación de reducción no se adapta correctamente a la tarea (habrá demasiada energía que no se puede utilizar) y es posible agregar un juego de poleas entre el motor y la primera etapa de reducción que cambia la velocidad máxima. Esto aumentará la velocidad del tornillo más allá del límite anterior o reducirá la velocidad máxima para permitir que el sistema funcione a un mayor porcentaje de la velocidad máxima. Esto aumentará la energía disponible, reducirá el amperaje y evitará problemas en el motor. En ambos casos, el rendimiento podrá incrementarse en función del material y sus necesidades de refrigeración.
04 La alimentación actúa como refrigerante.
La extrusión es la transferencia de energía del motor (y a veces del calentador) al plástico frío, convirtiéndolo así de sólido a fundido. La alimentación entrante es más fría que las superficies del cilindro y del tornillo en la zona de alimentación. Sin embargo, la superficie del cilindro en la zona de alimentación casi siempre se encuentra por encima del rango de fusión del plástico. Se enfría por contacto con las partículas de alimentación, pero el calor se retiene mediante el calor transferido hacia atrás desde el frente caliente y mediante calentamiento controlado. Incluso cuando el calor frontal se retiene por fricción viscosa y no se requiere entrada de calor del barril, es posible que se requiera un postcalentador. La excepción más importante es el cilindro de alimentación ranurado, que se utiliza casi exclusivamente para HDPE.
La superficie de la raíz del tornillo también se enfría mediante la alimentación y se aísla de la pared del cilindro mediante las partículas de plástico de la alimentación (y el aire entre las partículas). Si el tornillo se detiene repentinamente, la alimentación se detiene y la superficie del tornillo se calienta más en la zona de alimentación porque el calor se mueve desde el extremo frontal más caliente hacia atrás. Esto puede hacer que las partículas se peguen o se formen puentes en la raíz.
05 En la zona de alimentación se pega al cilindro y se desliza sobre el tornillo
Para maximizar la entrega de partículas sólidas en la zona de alimentación del cilindro liso de una extrusora de un solo tornillo, las partículas deben adherirse al cilindro y deslizarse sobre el tornillo. Si las partículas se adhieren a la raíz del tornillo, no hay nada que pueda tirarlas hacia abajo; el volumen del canal y la cantidad de entrada sólida se reducen. Otra razón de la mala adherencia en la raíz es que el plástico puede calentarse aquí y producir gel y partículas contaminantes similares, o puede pegarse intermitentemente y romperse con los cambios en la velocidad de salida.
La mayoría de los plásticos se deslizan naturalmente sobre las raíces porque están fríos cuando entran y la fricción aún no ha calentado las raíces tanto como las paredes del barril. Algunos materiales tienen más probabilidades de pegarse que otros: PVC altamente plastificado, PET amorfo y ciertos copolímeros de poliolefina cuyas propiedades de adhesión son deseables en algunos usos finales.
En el caso del cañón es necesario que el plástico se adhiera aquí para poder rasparlo y empujarlo hacia adelante con las hélices. Debe haber un alto coeficiente de fricción entre los perdigones y el cañón, lo que a su vez se ve fuertemente afectado por la temperatura trasera del cañón. Si los gránulos no se adhieren, simplemente giran en su lugar y no avanzan, por lo que una alimentación suave no es buena.
La fricción superficial no es el único factor que afecta la alimentación. Muchas partículas nunca tocan el cilindro o la raíz del tornillo, por lo que debe haber fricción y vínculos mecánicos y de viscosidad dentro de la partícula.
El cañón ranurado es un caso especial. Las ranuras se encuentran en la zona de alimentación, que está aislada térmicamente del resto del cañón y refrigerada en gran medida por agua. Los hilos empujan los pellets hacia las ranuras y crean una presión muy alta en una distancia relativamente corta. Esto aumenta el margen de mordida a velocidades de tornillo más bajas para el mismo rendimiento, lo que genera menos calor por fricción generado en la parte delantera y temperaturas de fusión más bajas. Esto puede significar una producción más rápida en líneas de película soplada con enfriamiento limitado. Las ranuras son especialmente adecuadas para HDPE, que es el plástico más resbaladizo de los plásticos comunes, excepto los plásticos perfluorados.
06 Los materiales son los que más cuestan
En algunos casos, los costos de materiales pueden representar el 80% de los costos de producción (más que todos los demás factores combinados), excepto en el caso de unos pocos productos donde la calidad y el empaque son particularmente importantes, como los tubos médicos. Este principio lleva naturalmente a dos conclusiones: los procesadores deben reutilizar la chatarra y los desechos tanto como sea posible para reemplazar las materias primas, y cumplir con las tolerancias lo más estrictamente posible para evitar desviaciones del espesor objetivo y problemas del producto.
07 Los costos de energía son relativamente poco importantes
A pesar del atractivo de una planta y de los problemas reales que plantea el aumento de los costes energéticos, la energía necesaria para hacer funcionar una extrusora sigue siendo una pequeña fracción del coste total de producción. Este es siempre el caso porque el costo del material es muy alto, la extrusora es un sistema eficiente y si se introduce demasiada energía, el plástico rápidamente se calentará demasiado para procesarlo adecuadamente.
08 La presión al final del tornillo es importante
Esta presión refleja la resistencia de todo lo que se encuentra aguas abajo del tornillo: la rejilla del filtro y la placa rompedora de contaminación, el tubo de suministro del adaptador, el agitador fijo (si lo hay) y el propio troquel. Depende no sólo de la geometría de estos componentes sino también de la temperatura del sistema, lo que a su vez afecta la viscosidad de la resina y el rendimiento. No depende del diseño del tornillo, excepto cuando afecta la temperatura, la viscosidad y el rendimiento. Medir la temperatura es importante por razones de seguridad: si es demasiado alta, el cabezal del troquel y el molde pueden explotar y dañar al personal o la maquinaria cercana.
La presión es beneficiosa para la mezcla, especialmente en la zona final (zona de dosificación) de un sistema de un solo tornillo. Sin embargo, una presión alta también significa más potencia de salida del motor y, por lo tanto, temperaturas de fusión más altas, lo que puede dictar el límite de presión. En una extrusora de doble tornillo, los dos tornillos entrelazados son un agitador más eficiente, por lo que no se necesita presión para este propósito.
Al fabricar piezas huecas, como tubos, utilizando moldes de araña con soportes para mantener el núcleo en su lugar, se debe generar una presión muy alta dentro del molde para ayudar a que las corrientes separadas se reúnan. De lo contrario, el producto a lo largo de la línea de soldadura puede quedar débil y causar problemas durante el uso.
09 Salida = desplazamiento del último hilo +/- flujo de presión y fuga
El desplazamiento del último tramo se denomina flujo positivo y depende únicamente de la geometría del tornillo, la velocidad del tornillo y la densidad de la masa fundida. Está regulado por el flujo de presión y en realidad incluye el efecto de resistencia (representado por la presión máxima) que reduce la salida y el efecto de cualquier sobremordida en la alimentación que aumenta la salida. Las fugas en el vuelo pueden ocurrir en cualquier dirección.
También es útil calcular la producción por rpm (revoluciones), ya que esto indica cualquier disminución en la capacidad de bombeo del tornillo con el tiempo. Otro cálculo relacionado es la producción por caballo de fuerza o kilovatio utilizado. Esto indica eficiencia y puede estimar la capacidad de producción de un motor y variador determinados.
10 La velocidad de corte juega un papel importante en la viscosidad
Todos los plásticos comunes tienen una propiedad de reducción de cizallamiento, lo que significa que la viscosidad disminuye a medida que el plástico se mueve cada vez más rápido. Algunos plásticos muestran este efecto con más fuerza. Por ejemplo, algunos PVC aumentarán su caudal en un factor de 10 o más cuando se duplique el empuje. Por el contrario, el LLDPE no se corta mucho, aumentando su caudal en un factor de sólo 3 a 4 cuando se duplica el empuje. Una reducción de cizallamiento reducida significa una mayor viscosidad en condiciones de extrusión, lo que a su vez significa que se necesita más potencia del motor.
Esto explica por qué el LLDPE se calienta más que el LDPE. El flujo se expresa como velocidad de corte, que es de aproximadamente 100 s-1 en el canal del tornillo, entre 100 y 100 s-1 en la mayoría de los troqueles y mayor que 100 s-1 en el espacio entre la pared y el tramo y en algunos espacios pequeños del troquel. El coeficiente de fusión es una medida común de viscosidad pero está invertido (es decir, flujo/empuje en lugar de empuje/flujo). Desafortunadamente, se mide a velocidades de corte de 10 s-1 o menos y puede no ser una medición verdadera en extrusoras con velocidades de flujo de fusión muy rápidas.
11 El motor y el cilindro están uno frente al otro.
¿Por qué el control del cañón no siempre funciona como se esperaba, especialmente en la zona de medición? Si el cañón se calienta, la capa de material en la pared del cañón se vuelve menos viscosa y el motor requiere menos energía para funcionar en este cañón más liso. La corriente del motor (amperaje) cae. Por el contrario, si el cilindro se enfría, la viscosidad de la masa fundida en la pared del cilindro aumenta, el motor debe girar con más fuerza, el amperaje aumenta y parte del calor eliminado a través del cilindro es devuelto por el motor. En general, los acondicionadores de barril tienen un efecto sobre la masa fundida, que es lo que esperamos, pero el efecto no es tan grande en ninguna parte como en la variación regional. Lo mejor es medir la temperatura de fusión para comprender realmente lo que está sucediendo.
La regla 11 no se aplica a la matriz y al molde, porque allí no hay rotación del tornillo. Por eso los cambios de temperatura exterior son más eficaces allí. Sin embargo, estos cambios se producen de adentro hacia afuera y, por lo tanto, no son uniformes a menos que se agiten en un agitador estacionario, que es una herramienta eficaz para los cambios de temperatura de la masa fundida y para la agitación.
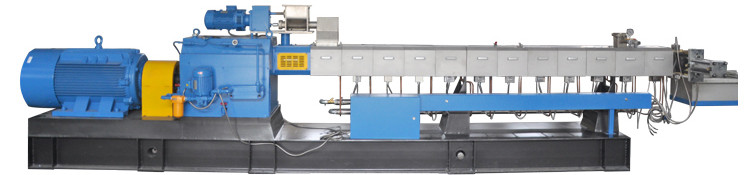
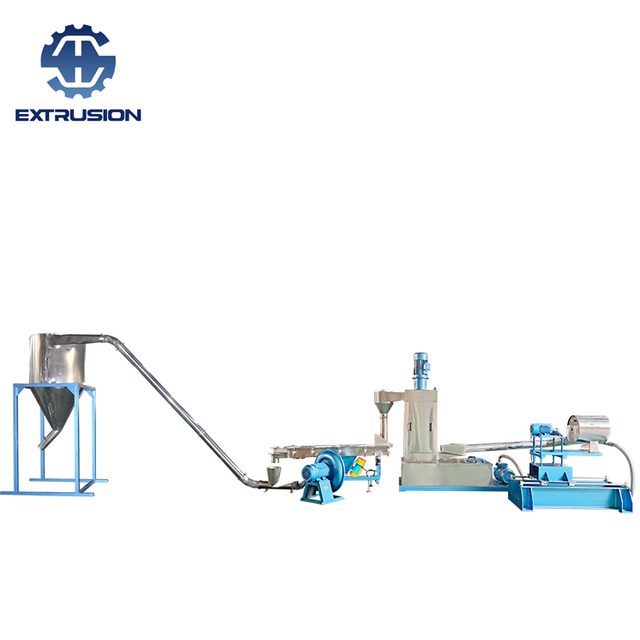
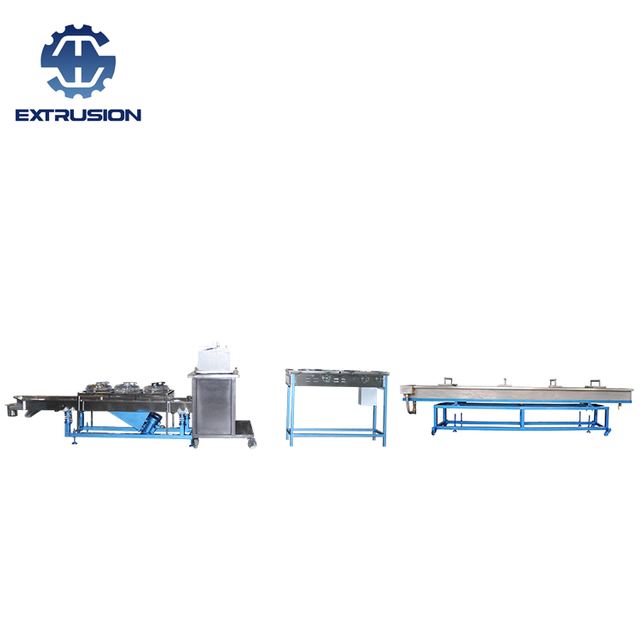
NANJING HAISI es un fabricante profesional de líneas de extrusión de plástico, suministramos extrusoras de doble husillo, extrusoras de un solo husillo, extrusoras de reciclaje de plástico, extrusoras de dos etapas, extrusoras a escala de laboratorio, máquinas mezcladoras y de alimentación, máquinas de enfriamiento y peletización, máquinas trituradoras, etc.