Vistas:0 Autor:Editor del sitio Hora de publicación: 2025-03-06 Origen:Sitio
Algunas líneas de producción de combinación usan una extrusora de doble tornillo o una amada de amas de mezcla para operaciones de mezcla, seguido de un extrusor de un solo tornillo de alimentación para aplicar presión y pelletizar el material.
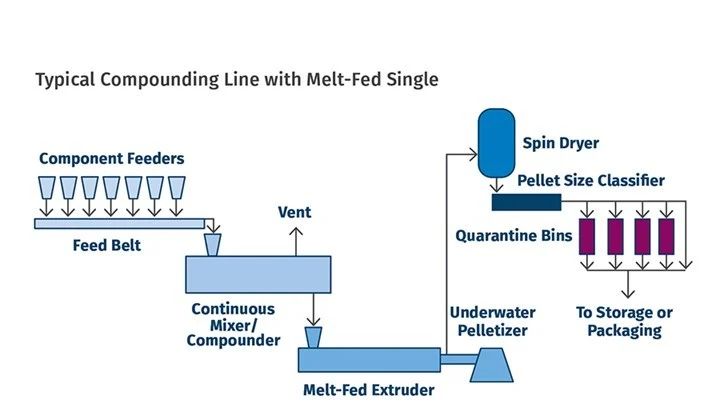
Un esquema de la línea de producción de compuestos, que utiliza un mezclador continuo para la composición y una extrusora de un solo tornillo de alimentación por fusión para aplicar presión al peletizante. Fuente (todas las imágenes): Mark Spalding.
En este proceso, la materia prima se mide primero en un alimentador, luego se alimenta a la extrusora o amada de los tornillos para mezclar. El alimentador controla la velocidad de mezcla, mientras que la velocidad máxima está determinada por el equipo de mezcla. En otras palabras, la tasa generalmente aumenta hasta que el equipo de mezcla alcanza su límite de par máximo.
A continuación, el material que sale del equipo de mezcla está alimentado por gravedad en la entrada del extrusor de un solo tornillo. El extrusor de un solo tornillo utiliza un método de alimentación hambrienta para garantizar que el material no se acumule en la tolva. La presión aumenta a lo largo de la longitud del tornillo, generando suficiente presión para conducir el peletizante. Desde esta etapa, el extrusor de un solo tornillo nunca debe ser la parte que controla la velocidad de la línea de producción.
En el extrusor único, la presión en la entrada es cero, mientras que la presión de descarga es relativamente alta, creando un gradiente de presión axial positivo. Este gradiente reduce la tasa de rendimiento específica del proceso. La tasa de rendimiento específica es la tasa dividida por la velocidad del tornillo, por ejemplo, libras por hora por rpm. La capacidad del extrusor para mantener la velocidad al generar presión depende principalmente de la profundidad del canal de medición, el gradiente de presión y la viscosidad de resina.
Por lo tanto, el problema principal con los extrusores de alimentación por fusión (específicamente la parte de un solo tornillo) es la configuración de la profundidad del canal de medición. Este artículo presenta una línea de mezcla con una extrusora de un solo tornillo de tipo de diámetro de diámetro. La profundidad del canal de medición del tornillo es de 1.73 pulgadas.
Esta profundidad es demasiado grande para bombear de manera efectiva y presurizar la resina para la pelea. Para esta configuración de tornillo, la extrusora solo puede funcionar a una velocidad de 3,280 lbs/hora, con una velocidad de tornillo de 15 rpm, lo que resulta en una velocidad de rendimiento específica de 219 libras/horas de rpm. La baja tasa de rendimiento específica hace que la temperatura de descarga aumente demasiado, lo que lleva a la degradación de los aditivos retardantes de llama. La temperatura de descarga máxima aceptable para estos productos químicos retardantes de resina y llama es de alrededor de 180 ° C.
Como se muestra en la Figura 2, cuando la profundidad del canal de medición está entre 0.7 y 1 pulgada, la velocidad de rendimiento específica aumenta casi linealmente con la profundidad. Esto se debe a que la velocidad específica aumenta linealmente con la profundidad del canal. La velocidad específica se refiere a la velocidad del tornillo generada por rotación, históricamente conocida como la tasa de resistencia específica, que ocurre en ausencia de un gradiente de presión aplicada.
La relación entre la velocidad de rendimiento específica, la temperatura de descarga y la profundidad del canal de medición en la EP compuesta.
Como se mencionó anteriormente, el canal de tornillo tiene un gradiente de presión axial positivo. Esto se debe a que el material ingresa al canal de alimentación bajo presión cero, mientras que la presión de descarga es relativamente alta para cumplir con los requisitos del peletizante. Este gradiente de presión reduce la tasa de rendimiento específica del extrusor. Además, la tasa de rendimiento específica es proporcional al cubo de la profundidad del canal de medición. Esto explica por qué la velocidad de rendimiento específica alcanza su pico cuando la profundidad del canal es de aproximadamente 1.18 pulgadas.
A profundidades de canal más profundas, el caudal disminuye significativamente a medida que aumenta el cubo de la profundidad del canal. La Figura 2, creada utilizando simulaciones numéricas, supone una tasa de 8,500 lbs/hora y una presión de descarga de 3.000 psi, adecuada para polietileno (PE) mezclado con productos químicos retardantes de llama.
La Figura 2 también muestra la temperatura de descarga del material. A una profundidad de canal de medición cerca de 1.30 pulgadas, la temperatura alcanza su valor más bajo de 179 ° C. Recuerde que la velocidad de rendimiento específica máxima ocurre a una profundidad de canal cerca de 1.18 pulgadas. La temperatura de descarga generalmente responde a una tasa de rendimiento específica; A medida que aumenta la tasa de rendimiento específica, la temperatura de descarga disminuye. Tanto en los extremos más profundos como a poco más profundos del canal en la Figura 2, las temperaturas de descarga son relativamente más altas: 184 ° C y 182 ° C, respectivamente. A 182 ° C, algunos retardantes de llama comienzan a degradarse.
A continuación, fabricamos un nuevo tornillo con un canal de medición menos profunda, optimizado a una profundidad de 1.18 pulgadas. La Figura 3 muestra la simulación del diseño del tornillo, proporcionando curvas de presión y temperatura axiales. La simulación indica que el nuevo tornillo debe poder bombear 8,500 lbs/hora a una velocidad de tornillo de 15.5 rpm, con una velocidad de rendimiento específica de 548 lbs/(hora · rpm), más de 2.5 veces la velocidad del tornillo original.
Simule la presión axial y la temperatura del nuevo tornillo con una profundidad de canal de tornillo de 1.18 pulgadas. La tasa es de 8,500 lbs/hora, la velocidad del tornillo es de 15.5 rpm y la velocidad de rendimiento específica es de 548 lbs/horas rpm.
En los procesos de extrusión de alimentación por fusión, la extrusora de un solo tornillo nunca debe convertirse en el paso limitante del proceso. En cambio, el paso de limitación debe ser el par en el rotor del proceso de mezcla. El extrusor único que se alimenta a la fusión presentada aquí se convierte en el paso limitante porque la temperatura de descarga debe permanecer por debajo de 180 ° C para evitar la degradación de los productos químicos retardantes de la llama. La profundidad óptima del canal generalmente ocurre a la velocidad de rendimiento específica más alta, y la mayoría de los diseñadores de tornillos saben cómo diseñar esta profundidad de canal de medición óptima.
Además, la longitud del cable del tornillo se puede aumentar ligeramente para proporcionar un rendimiento específico más alto sin hacer que el canal de medición sea demasiado profundo o sea demasiado sensible al gradiente de presión axial positivo. Por ejemplo, el tornillo original de 15 pulgadas de diámetro tiene una longitud de cable igual a su diámetro, mientras que la longitud de cable del tornillo optimizado se incrementa a 1.2 veces el diámetro. Este aumento en la longitud del plomo da como resultado un aumento del 18% en el rendimiento específico.
Además, la profundidad de canal de medición optimizada es típicamente del 6% al 8% del diámetro del tornillo, dependiendo de la viscosidad de la resina, la longitud axial del canal de medición y la presión de descarga. Por ejemplo, la profundidad del canal de medición del tornillo original es del 11.8% del diámetro, mientras que la profundidad del canal de medición del tornillo optimizado es 7.8% del diámetro.
El tornillo optimizado presentado aquí requiere un par adicional del motor. Si el proceso no puede proporcionar el par adicional, la optimización no será posible. La mayoría de los diseñadores de tornillos son conscientes de este problema y verifican regularmente los requisitos de par.
Nanjing Haisi es un fabricante profesional de la línea de pelea de plástico, suministramos extrusor de tornillo gemelo, extrusora de tornillo único, extrusor de reciclaje de plástico, extrusora de dos etapas, extrusora de escala de laboratorio, máquina de mezcla y alimentación, máquina de enfriamiento y pelea, máquina de trituración, etc.